Liderlik Tablosu




Popüler İçerik
Showing content with the highest reputation since 03/19/24 in İletiler
-
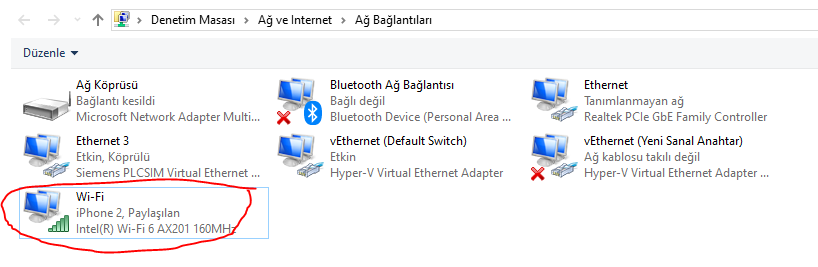
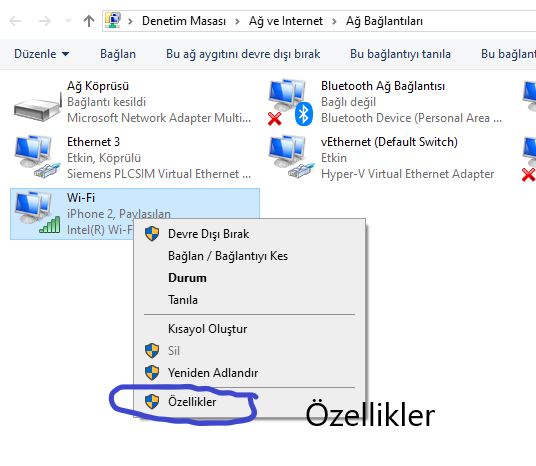
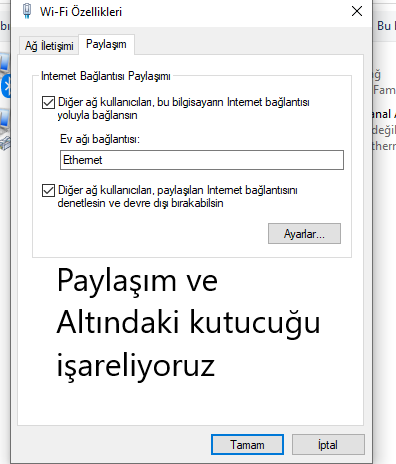
Merhaba, WMI bağlantısı kuramayan arkadaşlar için, PLC'i modeme bağlamadan Ethernet bağlantısı yapılan bilgisayardan internete bağlayıp Suite'de bağlantı kurmaya yardımcı olacağını düşündüğüm bir içerik paylaşmak istedim, Resimlerde anlatmaya çalıştım, en son olarak paylaşım sekmesinde Diğer ağ kullanıcıları, bu bilgisayarın internet bağlantısı yoluyla bağlansın kutucuğu işaretlendikten sonra açılır listeden PLC bağlı olduğu Ethernet'i seçip tamam diyoruz, daha sonra Suite programında gerekli Mac adresini girdikten sonra bağlantı sağlanmış oluyor. Umarım faydalı olur; Saygılarımla, İşiniz her daim rast gitsin.
 1 point
1 point -
Yeni nesil motor eski nesil serici ile uyumlu değildir. Fren biraz isteğe bağlı bir durum, Servo sürücü üzerinden çıkış alırsanız servo enable olunca fren açar, yada siz PLC nin çıkışından frene enerji verdirerek istediğiniz zaman freni aç kapa yapabilirsiniz.1 point
-
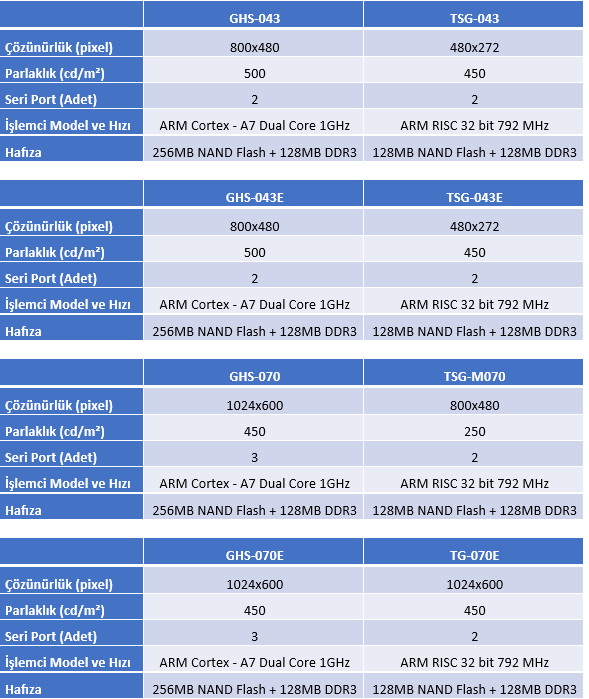
Yeni seri HMI’ larımızın şu özellikleri öne çıkmaktadır Yeni seri ürünlerimizin fiziksel olarak bir farklılıkları bulunmamaktadır. Geçmişte yazılan programlar yazılım üzerinden sadece HMI modeli değiştirilerek yüklenebilmektedir.
 1 point
1 point -
Merhaba, Scada hizmeti sadece olsun diye oluşturulmuş bir özellik diye düşünüyorum, Sayfa telefonda responsive olarak açılmıyor Suite'de editör olarak kullandığımız sayfa düzenleyicisi, seçim, taşıma, hizalama gibi işlemleri yaparken sabır istiyor Scada sayfası kullanıcı girişine göre otomataik çalışması daha uygun olur (belki vardır bu özellik formda bulamadım) Textbox içerik hizalama yok veya bulamadım NOT: bu saydıklarım arasında kendi hatamdan dolayı bilmediğim bir şey varsa şimdiden özür diliyotum. Scada sayfası özelleştirme çalışmalarınız var mı?1 point
-
gsr-2118r ekranlı mini PLC ye lin dosyasını yüklerken dosya yüklemek istenilen CPU türüne uygun değildir hatası veriyor. Firmware güncellemesi yapmadan önce de bu hatayı veriyordu. Şimdide bu hatayı veriyor. Ama firmware kısmında -1 yazıyor neden yazıyor bilmiyorum ama bağlanıyor. Ne yapmam gerekli bilen varsa yardımcı olabilirse sevinirim.1 point
-
Cihazı firmaya gönderdim yenisini gönderdiler sağolsunlar. Sorunu kendi başıma çözemedim.1 point
-
Merhaba, GMTCNT PLC, PWM sinyal ürettiğini hatırlatmak isterim. PTO darbe üreten kontrolcüler için de aynı hesaplama geçerlidir. Step motorun çalışma verimini artırmak için 180W 3 çıkışlı trafo tavsiye ettim. ALM- ve ALM+ uçlarındaki gerilim 24v olacaktır. Alarm çıkış bağlantısı aşağıdaki gibidir:1 point
-
Merhaba, Microstep ayarının (pals ayarının) yükseltilmesi, titreşimin azaltılması için doğru bir tercih ise de çok yüksek hertz rakamları sürücülerin algılama seviyesinin üzerine çıkmakta bu da kayıp pals manasına gelmektedir. Otomasyon uygulamalarında ve Freze (cnc router) uygulamalarında 1600 pals, 2000 pals veya 3200 pals, lazer gibi uygulamalarda titreşimi iyice azaltmak için 5000 pals veya 8000 pals ayarı tavsiye edilmektedir. Ayrıca Forum sayfamızda yer alan step motorların tork-hız eğri grafiklerine bakarak kullandığınız step motorun etkin ve verimli çalıştığı hız-tork aralığını inceleyebilirsiniz: http://forum.gmtcontrol.com/index.php?/topic/494-step-motor-tork-hız-eğrileri/ Eğer GSTD2860 kullanıyorsanız; 1 adet step sürücüyü ürünlerimiz arasında yer alan 180W 3 ÇIKIŞLI TRAFO (TRF180-220-070-3) ile besleyin. Dev/Dk cinsinden step motorun hız hesabı; Dev/Dk =(Gönderilen Frekans (Hz) x 60 (sn)) / (Sürücü switchlerinden ayarlanan pulse) İyi çalışmalar.1 point
-
Yardım menüsünde ki ilgili bilgiyi buraya ekliyorum.
 1 point
1 point -
Adım (step) komutlarının öncelikle step motor sürme ile ilgili bir komut olmadığını belirtmek isterim. Bu komut seti ladder da işlem satırlarının istenilen sırada yapılmasını sağlar. Mesela bir uygulamanız da ölçtüğünüz bir değer ve extra bir koşul olduğunu düşünelim. Bu değer x değerine gelince ve Y koşulu sağlanınca, 17. satırda belirtilen işlemler yapılsın ardın 23. satırdaki işlemler yapılsın. Yada bu değer Z değerine gelince ve Y koşulu sağlanınca 30. satır ardından 23. satırdaki işlemi yapsın gibi... Bu belirtiğim örnek ladder da Adım komutları kullanmadan da yapılabileceğini de belirtmek isterim.1 point
-
Yakındaki cihaza küçük, uzaktaki cihaza büyük ve sıralı numaralar vermenin haberleşme hızını etkileyecek bir unsur olduğunu düşünmüyorum.0 points