Liderlik Tablosu



Popüler İçerik
Showing content with the highest reputation since 01/24/18 tüm alanlarda
-
GMTSUite programında loadcell kalibrasyon ve dara alma örneğini bulabilirsiniz. HMI ve PLC programı beraber verilmiştir. GMTSuite_Loadcel_kalibrasyon_VE_DaraAlma_ornegi.rar5 points
-
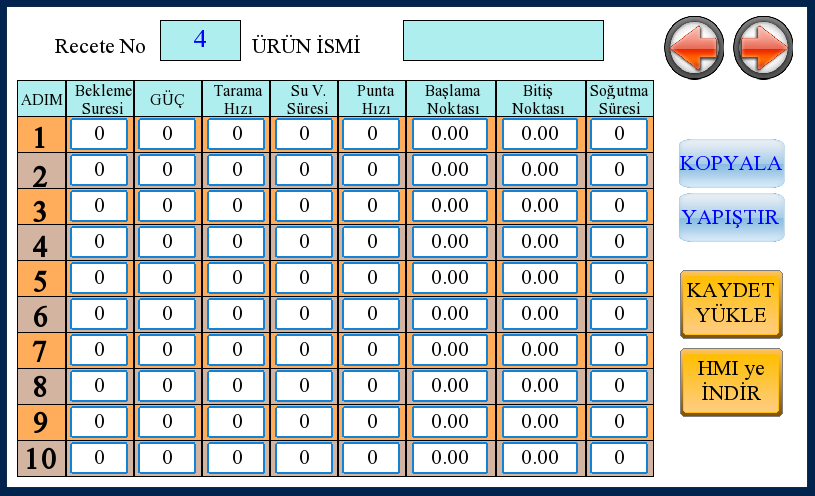
8 Değişkenli 10 Adım aşamalı bir reçete uygulamasıdır. Reçete uygulaması örnek program linkten indirebilirsiniz. Site 1.95mb izin verdiği için google drive yüklenmiştir. Buradan indirebilirsiniz.
 4 points
4 points -
Merhaba, Gmtcontrol GLC-196T plc nin uzak i/o olarak kullanılmasını ve C# ile modbus RTU haberleşmesini anllattığım yazıyı blog sayfamdan okuyabilirsiniz. Özetle modbus RTU sayesinde plc yi bilgisayara bağlayarak 24V sensör veya röleyi, bilgisayardaki csharp program ile kolayca kontrol edebilirsiniz.4 points
-
Merhaba, plc den puls gondererek yapabilirsin. Baska yollari da var , forumdaki ustadlar yardimci olacaktir. Puls gonderme secenegini kabaca aciklamak gerekirse, once servo motor surucusunden pul/dir modunu secmelisin. Surucunun girislerinden birini yön secimi icin secmen gerekir . Bu girise enerji gelirse bir yone gelmezse diger yone donecek. Surucuden sonra plc programinda puls gonderme komutlarini kullanabilirsin. Surekli puls gonderme ve rampali pals . Surekli pulsta, puls frekansi istenilen degere geldigi zaman surekli cikis verir. Rampali pulsta ise kalkis ve durus rampalarini , kalkis durustaki frekansi , sabit hizdaki frekans ve puls sayisini girebilirsin. Puls cikislari icin q0,q1,q2 yi kullanmalisin sende bir motor oldugu icin q0 yani kanal 0 isini gorur. Pals komutlari icin yukselen dusen kenar kullanman gerekir. Ornek 5 tur saga dondu ya , bu hareketin bittigini operandlar sekmesinde hso0 mesgul operandi var,bu bitten anlayabilirsin. Yani puls gonderirken bu bit 1 oluyor, puls gonderme isi sonlandiginnda 0 oluyor. Bu bitin dusen kenarini kullanabilirsin. Selamlar.4 points
-
Transistör çıkışlı 2108T modeline analog çıkışta eklenmesi gerekli. bu kadar ergonomik ve pratik bir ürün içerisinde analog çıkış da kaçınılmaz bir ihtiyaç. Sırf analog çıkışı yok diye, plc ekran ve pano yapmamız gerekiyor ve alan kısıtlı yerlerde bu ürün sadece bu sebepten işlevsiz hale geliyor. rica ediyorum bu durumu çözelim. analog çıkış entegre etmek çok da zor olmayacaktır (transistör çıkışlı olduğundan dolayı).3 points
-
Stajyer arkadaşımız Ekrem Dinçer'in yaptığı bu uygulama demo da PLC-HMI RS232, PLC-Servo RS485 üzerinden haberleştirilmiştir. Uygulamada istenilen pozisyona istenilen hızda HMI üzerinden gitmesi sağlanmıştır. SD_DAHİLİ_POZ_230722.rar3 points
-
Stajyerlerimizden Ekrem Dinçer Bey in hazırladığı bu doküman ve örnek uygulamada, SD serisi servo, TSG serisi HMI RS485 portu üzerinden Tork modunda kontrol edilmiştir. SD_SERVO_TSG_HMI_TORK_MODU_RS485.zip3 points
-
Pi Sayısı = 22/7 =3,14... Hatayı azaltmak için 3,14 yerine 22/7 olarak işleme almak daha uygundur.3 points
-
Merhaba, Microstep ayarının (pals ayarının) yükseltilmesi, titreşimin azaltılması için doğru bir tercih ise de çok yüksek hertz rakamları sürücülerin algılama seviyesinin üzerine çıkmakta bu da kayıp pals manasına gelmektedir. Otomasyon uygulamalarında ve Freze (cnc router) uygulamalarında 1600 pals, 2000 pals veya 3200 pals, lazer gibi uygulamalarda titreşimi iyice azaltmak için 5000 pals veya 8000 pals ayarı tavsiye edilmektedir. Ayrıca Forum sayfamızda yer alan step motorların tork-hız eğri grafiklerine bakarak kullandığınız step motorun etkin ve verimli çalıştığı hız-tork aralığını inceleyebilirsiniz: http://forum.gmtcontrol.com/index.php?/topic/494-step-motor-tork-hız-eğrileri/ Eğer GSTD2860 kullanıyorsanız; 1 adet step sürücüyü ürünlerimiz arasında yer alan 180W 3 ÇIKIŞLI TRAFO (TRF180-220-070-3) ile besleyin. Dev/Dk cinsinden step motorun hız hesabı; Dev/Dk =(Gönderilen Frekans (Hz) x 60 (sn)) / (Sürücü switchlerinden ayarlanan pulse) İyi çalışmalar.3 points
-
Merhaba, bildiğim kadarı ile bu şifrenin değiştirilmesini engelleyemezsiniz.Bu problemi aşağıdaki metodu uygulayarak aşabilirisiniz. PLC'ye enerji vermeden önce RUN tuşuna basılı tutarken PLC'ye enerji verip hata ledi bir kere yanıp sönene kadar RUN tuşuna elinizi basılı tutarsanız cihazın bağlanma şifresinini fabrika ayarına (1234) ve cihazın IP'sini otomatiğe almış olursunuz.3 points
-
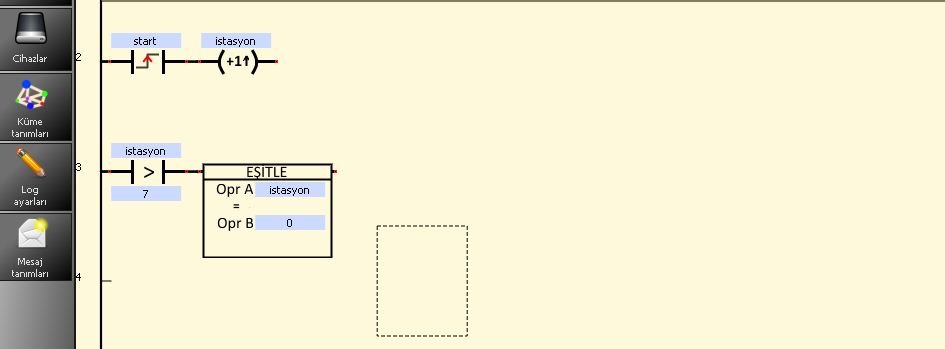
merhaba büyüktür komutu ile 7 den sonra 0 yada 1 eşitlemesi yaparak döngü sağlayabilirsin diye düşünüyorum.
 3 points
3 points -
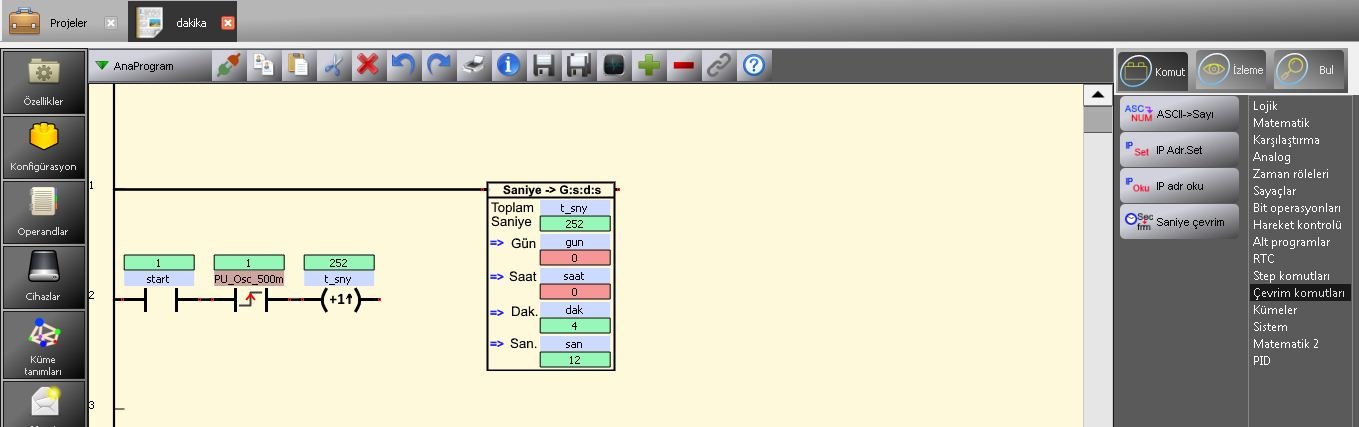
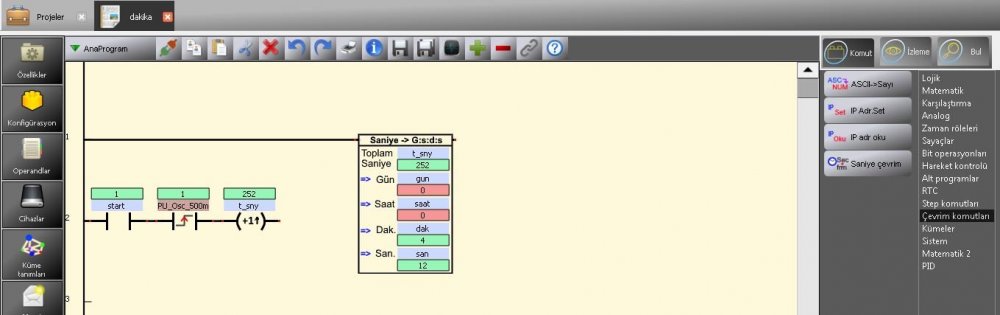
son güncellemede çevrim komutlarında saniye çevrim var oradan saniye, dakika, saat, gün cevrimi yapıyor. ben önceden Orxan arkadaşın yaptığını ladder da yapmıştım. GMT olayı çözmüş teşekkürler.
 3 points
3 points -
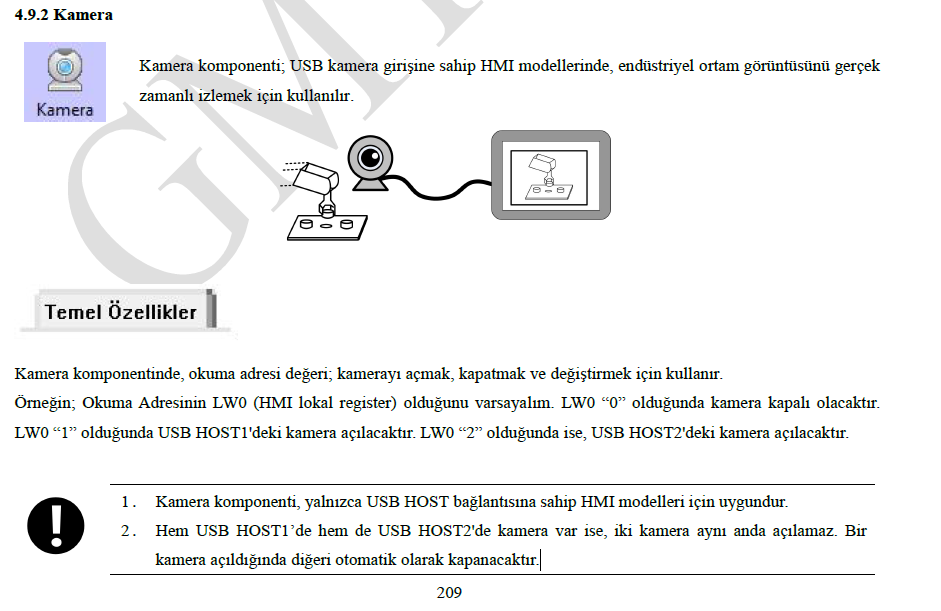
Yardım menüsünde ki ilgili bilgiyi buraya ekliyorum.
 3 points
3 points -
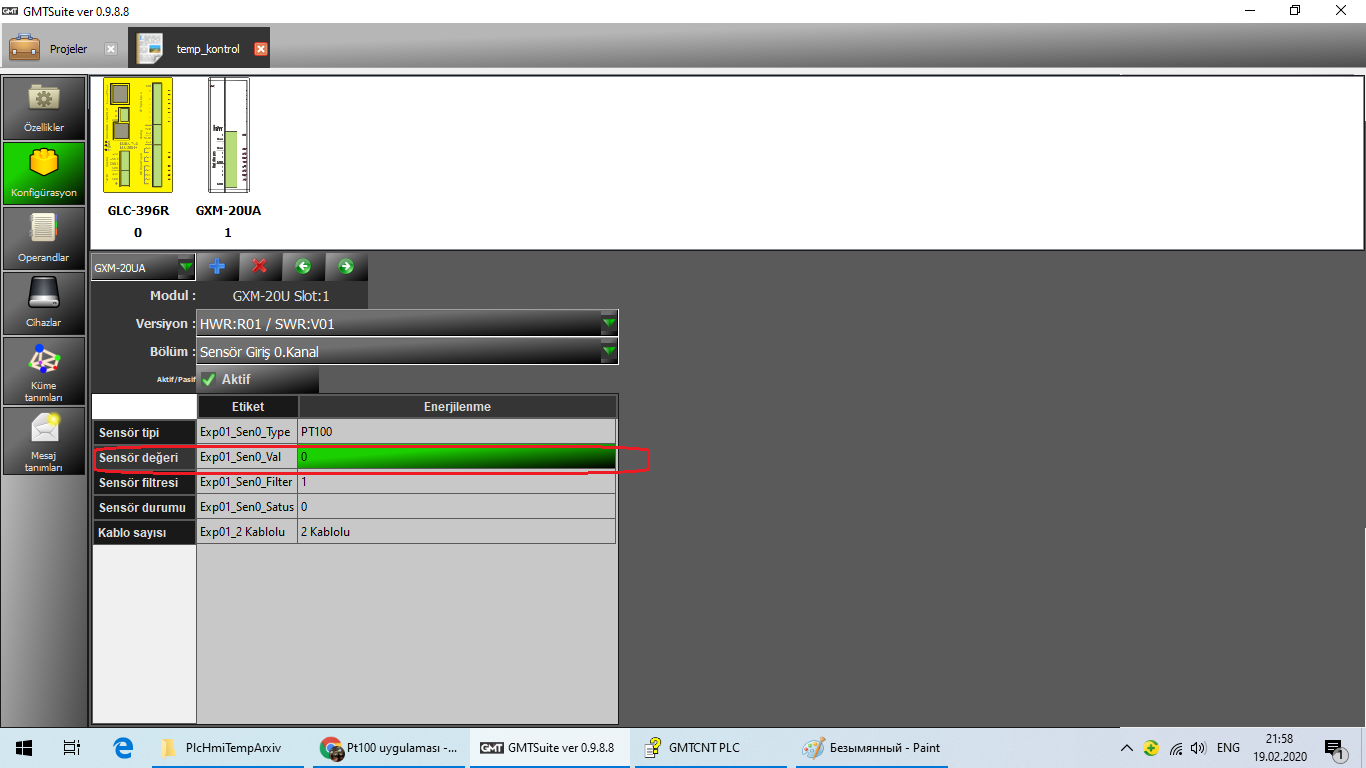
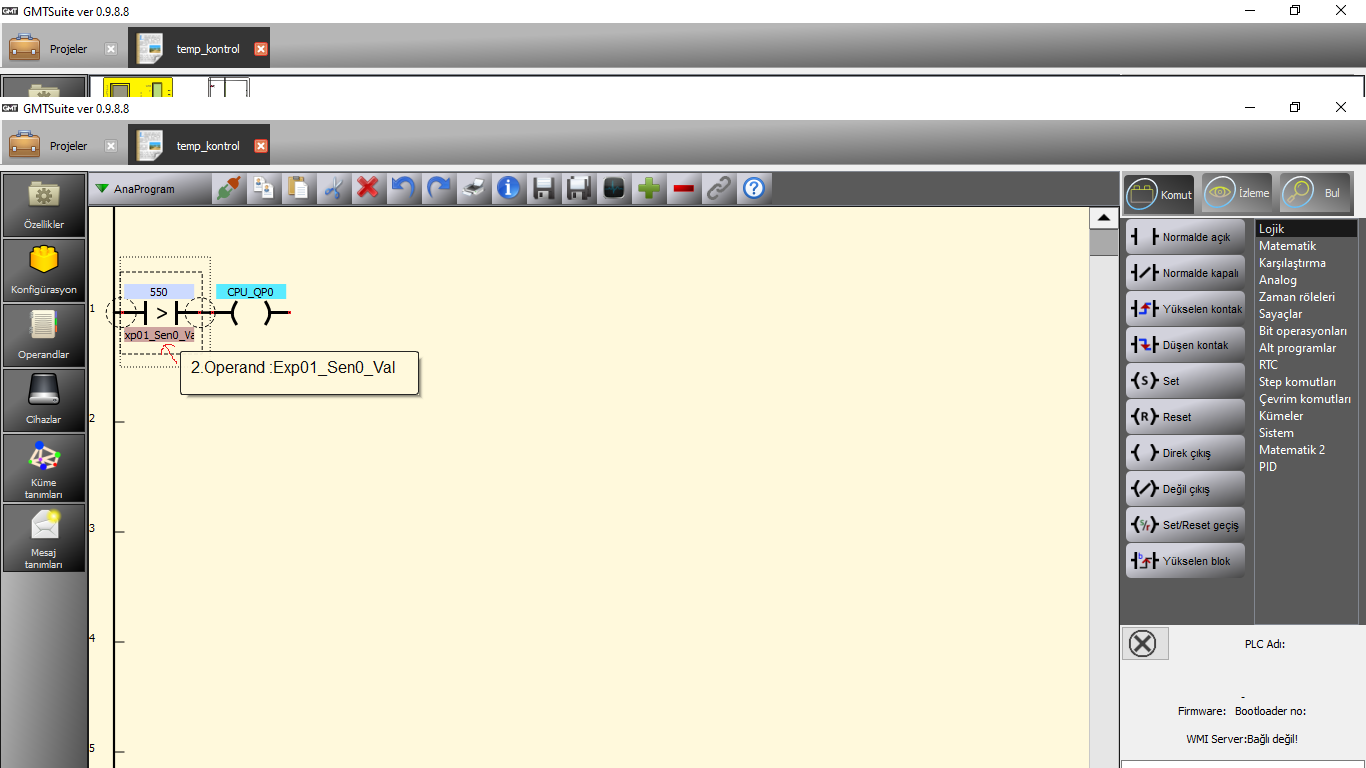
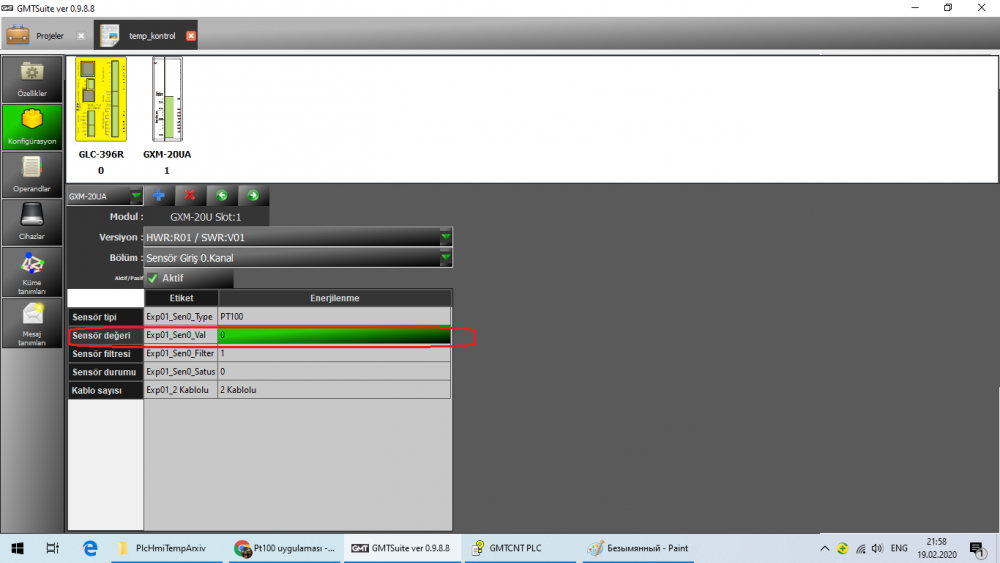
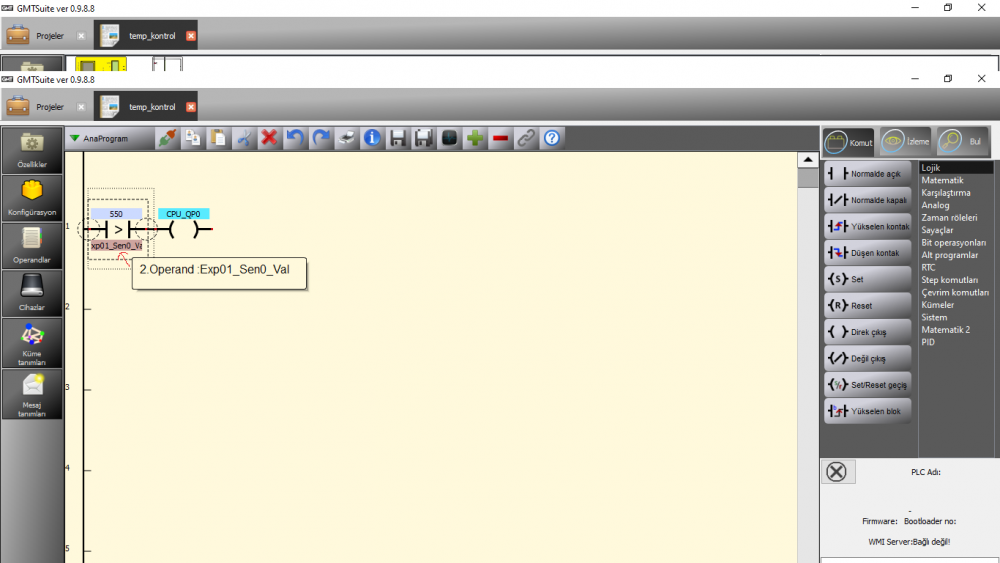
Merhaba. Konfigrasyondan CPU ve Modül eklendikten sonra, 1ci resimde kırmızı ile işaretlediyim, Sensör Değeri: Sensörden okunan sıcaklığın verisinin yazılacağı adrestir. sıcaklık °C biriminde ve x10 hassasiyetinde (0.1°C) okunur. Yani 50 °C`de o adresse 500 yazılıcaktır. İsterseniz operandın adını değiştire bilirsiniz. Daha sonra karşılaştırma komutlarından (büyüktür, eşittir ve s.) yararlanarak, uygulamalarınızı yapa bilirsiniz. GMTSuit`in kendi yardım bölümünden detaylı bilgiler bula bilirsiniz. 2. resimdeki örnekte sıcaklık 55 °C`nin altındayken röle çıkış vericekdir.
 3 points
3 points -
Ekte bulunan örnekte 0.Kanal Analog Girişe verilen analog değerin yarısını 0. Kanal Analog Çıkışa veren program bulunmaktadır. Analog giriş ve çıkış değerlerini kullanmak için yapmanız gereken temel işlem value değerleri üzerinde işlem yapmaktır. Sizin belirlediğiniz konfigürasyon ve skalanıza göre kullanabilirsiniz. Ekte ki konfigürasyon ve skalada 16383 value değeri 10V denk gelmektedir. Analog Giriş Çıkış.gpf Analog Giriş Çıkış.gpf.csv Analog Giriş Çıkış_bck.gbc3 points
-
HMI ile arduino modbus üzerinden haberleşmektedir Detaylar videodır .Kolay gelisin3 points
-
GSR-164R 24VDC besleme 1,8" renkli TFT LCD Ekran 6 kanal 24V DC PNP dijital veya 0...10V DC Analog ayarlanabilen giriş 4 kanal 230V AC 5A röle çıkışı 48kB program hafıza alanı USB üzerinden program yükleme (GSR-COM1 aparatı ile) USB flash disk ile program yükleme (GSR-COM2 aparatı ile) Ondalıklı işlem desteği Maksimum 20kHz program döngü hızı RTC (Real Time Clock) gerçek zaman saati 2kHz Hızlı Sayıcı Girişi (Tüm Girişler) 6 Adet programlanabilen fonksiyon tuşu DIN RAY ve Panel montaj GMTSuite editör yazılımı ile programlayabilme %100 yerli olarak üretimini yaptığımız Ekranlı Mini PLC'lerimizi gururla sunuyoruz. Detaylı bilgi için bizimle iletişime geçiniz. http://www.gmtcontrol.com/tr/urunler/ekranliminiplc/gsr-164r.html3 points
-
HMI ile Loadcell indikatör modbus ile haberleştirildi. Detaylar videoda kolay gelsin.3 points
-
2 adet Micno inverter - HMI RS485 haberleşmesi ile start-stop ve frekans yazma, daha önceden yazılan reçetedeki hız değerlerini İnverterlere gönderme örnek programıdır. HMI_INVERTER_HABERLEsME_RECETEDEMO.rar3 points
-
En basit hali ile GMTScada bir uygulama örneği3 points
-
Bu forumun açılması çok iyi oldu,,, şimdiden gelen bütün arkadaşlara başarılar dilerim,,, tekrardan hayırlı olsun ?3 points
-
Gmt panel kendi recete kontrolü kullanılmış bir örnek Diğer recete örneklerine istinaden daha profosyonel bir recete örneği oldu2 points
-
Merhabalar öncelikle GSR-2118R ile çalışmaya başlayalı uzun süre olmadı ama mükemmel bir cihaz. Marifetli bu cihazda standart resimler haricinde kendi yaptığınız resimleride cihaza yükleyebileceğimizi keşif ettim. İnternette araştırdım ama bulamadım. En azından başka arayan olursa fazla vakit harcamadan olayı çözüme kavuştursun. Vakit nakittir Öncelikle en basit yöntemi söyleyeyim. Resim'in çözünürlüğünü düşürüp bmp formatında proje dosyasının içine atın. Projeyi kapatıp tekrar açın ve resimlerin olduğu kısımda proje dosyasından olan kısımda bmp formatındaki resim görünecektir. Bir diğer yöntem ise çok kullanacağınız bir resim ise. C:\Users\osmankalhan\AppData\Roaming\gmtdata_hmi\scada_data\lib içerisine bir klasör açın ve içine svg ve bmp formatında olan kullanacağınız dosyaları açılan klasöre atın. Bu klasörün adı program içerisinde çıkacaktır ve içindeki resimler GMT Suite içerisinde görünecektir. Programdan seçip kullanabilirsiniz. İnşallah işinize yarar saygılarımla.2 points
-
Merhaba, GMTCNT PLC, PWM sinyal ürettiğini hatırlatmak isterim. PTO darbe üreten kontrolcüler için de aynı hesaplama geçerlidir. Step motorun çalışma verimini artırmak için 180W 3 çıkışlı trafo tavsiye ettim. ALM- ve ALM+ uçlarındaki gerilim 24v olacaktır. Alarm çıkış bağlantısı aşağıdaki gibidir:2 points
-
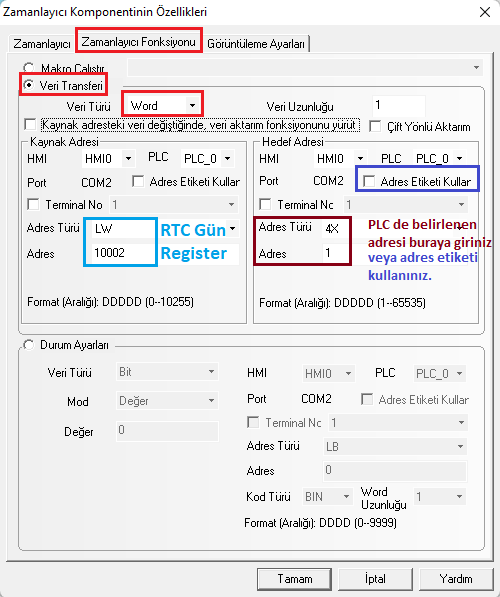
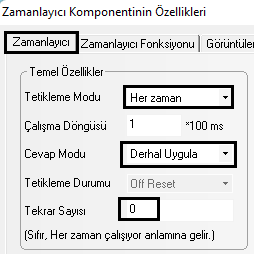
Selamlar, RTC özel registerları şu şekildedir: LW10000 Saniye (0-59) LW10001 Dakika (0-59) LW10002 Saat (0-23) LW10003 Gün (0-31) LW10004 Ay (0-12) LW10005 Yıl (2000-2037) LW10006 Hafta Günü (0-6) (0=Pazar … 6=Cumartesi) HMI'dan PLC'ye farklı metodlarla veri transferi gerçekleşebilmektedir. Zamanlayıcı fonksiyon komponenti ile olan veri aktarma işlemini şu şekilde yapabilirsiniz. Öncelikle zamanlayıcı komponentini genel pencerede kullanın. --> --> İyi çalışmalar.

 2 points
2 points -
İyi günler, Çoklu motor uygulamalarında bağlanacak motorlar birbiri ile aynı güçlerde olmalıdır ve her motor ile sürücü arasına kapasitesine uygun termik, motor koruma vs bağlanmalıdır. Bu tarz uygulamalarda V/F kontrol modu seçilir ve auto tunning yapılmaz çünkü bağladığınız motorlar sürücü için standart bir motor değildir. Motorların plakalarında yazan akım değerleri toplanıp o değerden fazla akım verebilen bir sürücü tercih edilmelidir misal 4 adet 0,55kw motor için 2.2kw sürücü uygun olmayabilir. E10 aşırı yük E13 de çıkış faz hatasıdır. Öncelikle cihazı fabrika ayarlarına alıp sağlamlığından emin olduğunuz bir motor bağlayıp motor parametrelerini cihaza girerek cihazın sağlamlık testini yapabilirsiniz olumlu bir sonuç alıyorsanız yukarıda anlattığım adımları gerçekleştirerek uygulamanızı devreye alabilirsiniz. İyi çalışmalar.2 points
-
Merhaba, 396 ve 496 serilerinde bildiğiniz gibi standart Modbus TCP protokolü bulunmaktadır. GMTSuite -PLC haberleşmesi özel bir yapıya sahiptir. Bu yapı Scada haberleşmesi için uygun değildir.2 points
-
Encoder 1 tur attığında sayma değerinde 400 okuyorsunuz. Ama siz 400 değil de mm ya da cm yani herhangi bir ölçü biriminde görmek istiyorsunuz. Bunun için 1 pulse' in kaç birim olduğunu bilmek zorundayız. Bunu hesaplayabilmemiz için de şu kadar malzeme geçtiğinde bu kadar pulse üretiyor diye bir bilgi vermelisiniz. Tavsiyem; Sayma değerini sıfırladıktan sonra sistemden bir malzeme geçirin. Malzeme boyunu ölçtüğünüz değere bölün. Çıkan sonuç çarpan bilgisidir. Bu değeri sayma değeri ile çarparsanız ölçtüğünüz birimden görmeye başlarsınız.2 points
-
1- Veri türünüz doğru olmamış olabilir. Signed Int, Double Word, Float vb. veri türü negatif sayıları destekler. 2- Veri türünüz doğrudur. Bu seferde min skalanızı kontrol etmeniz gerekir. Görselde görüldüğü üzere sizin min değeriniz "0" olarak gözüküyor. Haliyle negatif sayı kullanamıyorsunuz.2 points
-
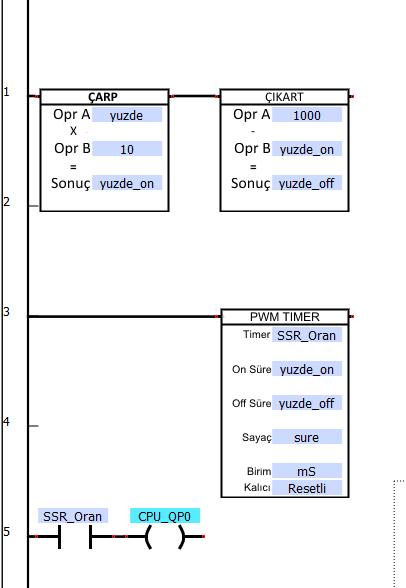
Belli bir periyot içinde ve belli oranda SSR' yi açıp kapamak istiyorsunuz sanırım. Bunun için PWM zaman rölesi kullanabilirsiniz. Ekli örneğe bakın. Örnekte 1sn' lik periyot içinde sizin istediğiniz oranda çıkışı açıp kapayacaktır. Sizin on süresini yuzde değişkenine girmeniz yeterlidir. Örmneğin yuzde değişkenine 20 girerseniz çıkışınız 200ms on, 800ms off olur.
 2 points
2 points -
Ekteki örnek ile HMI da yazıcı sayfası tasarlanmış gerekli yazıcı seçimi yapılmış. çıktı alma tetik komutu belirlenmiştir. Yazıcı olarak HP LaserJet P1108 ile aynı driver ailesinde olan P1102 kullanılmıştır. MUTLAKA FIRMWARE GUNCELLEMESİ YAPILMALIDIR. GÜNCELLEME YAPILMAYAN HMI'LARDA ÇALIŞMAMAKTADIR. HMI_YAZICI_DEMO_UYGULAMASI.rar2 points
-
İyi günler, Micno invertör adresleri kullanım kılavuzunda hex formatındadır. Hex 2000'in decimal karşılığı 8192'dir. Suit ModBus tablosunda gireceğiniz adrese 40001 eklemeniz gerekir 40001 + 8193 = 48193 sayısına ulaşabilirsiniz. İyi çalışmalar.2 points
-
Bu örnekle beraber PID işleminin daha hızlı ve kolay yapılabilmesi için oluşturduğumuz yeni PID fonksiyon bloklarının kullanımını, açıklamaları ile beraber bulabilirsiniz. GMTSUITE_PID.rar2 points
-
Merhabalar ; GMT ekranlı mini ile tasarlanmış projeme ait GMTSuite programı ektedir. Kafanıza takılan soruları bu başlık altından sorabilirsiniz. Faydalı olması dileğimle. GLC 164R Örnek Program.rar2 points
-
GMT_PID_ÖRNEK.rar Merhabalar; Projemde kullandığım PID kontrol örnek programını sizlere yardımcı olabilmek için açıklamaları ile sizinle paylaşıyorum. Faydalı olması dileğimle .2 points
-
İyi günler, Aşağıdaki linkte uygulama ile alakalı tüm açıklamalar mevcuttur. http://forum.gmtcontrol.com/applications/core/interface/file/attachment.php?id=397 İyi çalışmalar.2 points
-
2 points
-
PLC Parts penceresi altında bulunan "Bit Durum Neon Lamba" komponentini sol üst köşeye yerleştirin. Komponentin Özelliler penceresini açın ve Bit Neon Lamba sekmesinden hız, yön ve adım ayarlarını yapın. Etiket sekmesinden Etiket Kullan seçin ve Etiket İçeriği alanına Firma adınızı yazın. Şayet register ile şarta bağlı kontrol edecekseniz ilgili register tanımlamasını yapınız. Görsel Çerçeve için Grafik sekmesinde tanımlamayı değiştirin. Kolay gelsin...2 points
-
GMTCNT Servo Elektronik Gear Açıklamalarını ekteki dokümanda bulabilirsiniz. GMTCNT SERVO SiSTEMLERi iÇiN ELEKTRONiK GEAR (DiŞLi) HESAPLAMASI.pdf2 points
-
2 points
-
Modbus TCP/IP protokolü kullanarak hazırlamış olduğum önek simülasyaon programını ekte gönderiyorum. Ticari bir program değildir. Program Windows 7 altında ve 396X yada 496X PLC ler ile çalışıyor. Bağlantı için doğrudan PC - PLC bağlantısının ethernet kablosu ile yada modem / switch üzerinden yapabilirsiniz. Kullanmaya başlamadan önce pdf uzantılı kullanım kılavuzunu okuyun. Buradaki amaç GMTSuite editör programı ile hazırlanmış olan bir programı anında görsel olarak görmek ve PLC 'yi PC üzerinden kontrol edebilmektir. Adreslere veri yazabilmek ve bu adreslerdeki verileri okuyabilmek temelli olan bu program için deneme adlı küçü bir suite programını ve operand listesi bulunmaktadır. Operand liste dönüşümünün nasıl yapıldığı pdf dosyasında bulunmaktadır. Başarılar... DENEME.rar2 points
-
Evet bence de Suite. GMT Soft taki eksiklikleri gidermeye çalışmış Suite ile. Hele değişkenlerin HMI ya import edilme özelliği çok harika.2 points
-
belki aynı sorunu yaşayan çıkabilir diye kendime cevap vereyim aslında pek bir şey yapmaya gerek yok. start komutunu nereden verecekseniz p0-02 den ayarladıktan sonra p0-03 ü 6 olarak ayarlıyoruz. p4-02 ve p4-03 fabrika ayarlarında 12 ve 13 olarak ayarlıydı zaten. d3 ve d4 terminal girişlerini kullanacağım için PC parametre bölümünde bu girişlerin yüzdelik olarak değerlerini belirlemek kalıyor. pc-00 fabrika değerlerinde 10 olarak belirlenmiş eğer herhangi bir giriş yoksa ve sürücü run komutunda ise p0-10 ayarladığımız maximum frekans değerinin yüzde 10 bir hızla motoru hareket ettiriyor, ben 0 olarak ayarladım. herkese kolaylıklar dilerim2 points
-
Merhabalar; Değerler yüksek olduğu için sayma yapamıyorsanız Ekran kısmında Numeric Data sekmesindeki Integer (tamsayı) kısmını arttırıp Max Value değerini arttırın. Resimde Ornek olarak yükledim. İşinize yarayacağını düşünüyorum. Teşekkürler. Siz de İyi ki varsınız İyi Çalışmalar Kolay Gelsin
 2 points
2 points -
Merhabalar; 1- PLC Programınızda koşullarınıza bağlı olarak bir arıza biti tanımlayın. (Örn. MB 0) 2- HMI programında Project Database sekmesi altında Alarm Information kısmında arıza bitini tanımlayın. Ve Text Content kısmında Arıza durumunda ekranda yazmasını istediğiniz yazıyı yazıp fontunu ayarlayın. 3- Function Parts kısmında Alarm Bar kompanentini alıp ekrana koyun. -Arıza Biti aktif olduğu zaman Alarm Bar kısmında belirlemiş olduğunuz yazı görünecektir. Arıza biti pasif olduğu zaman yazı görünmeyecektir. - Yardımcı olması açısından örnek program ekliyorum. İyi Çalışmalar Kolay Gelsin alarm_bar.rar2 points
-
IGS formatından HMI 3D çizim dosyalarına ulaşabilirsiniz. HMI 3D CIZIM DOSYALARI.rar2 points
-
Konunun özetini yazalım o zaman cep telefonu ile SCADA sayfası açmak için img dosyası ve html sayfalarını sıkıştırır (rar) telefona atarız. Sonra dosya yöneticisi programı ile rar dosyasını açarız. Tavsiye ettiğimiz programlar; Android işletim sisteminde ES File Maneger https://play.google.com/store/apps/details?id=com.estrongs.android.pop&hl=tr IOS işletim sisteminde https://itunes.apple.com/us/app/documents-by-readdle/id364901807?mt=8 rardan çıkan html sayfalarını aşağıda belirttiğim tarayılardan biri ile açarız. SCADA HTML sayfalarını destekleyen tarayıcılar; Crome Web Browser ( tavsiye ettiğim) ve Opera ; Desteklemeyen tarayıcılar Internet explorer ve Safari kullanmayın.2 points
-
ES File Maneger yüklerseniz birlikte aç seçeneğini kullanarak html sayfayı chrom ile açmayı sağlayabilirsiniz.2 points
-
merhaba; resimde açıklama mevcut. resim kalitesi çok kötü JPEG e izin vermedi dosya boyutundan dolayı. ama işini görür umarım. yeni açıklama1.bmp2 points
-
merhaba tumer bey, benzer bir sorunu ben de yasadim. gmt firmasindaki arkadaslarin tavsiyesi sonrasi 0 pozisyona home komutu ile gitme islemi gerceklestirdim. sorunsuz calisiyor, siz de deneyebilirsiniz. kolay gelsin.2 points