beyzagokdemirr
-
İçerik sayısı
37 -
Katılım
-
Son ziyaret
İçerik Türü
Profiller
Forumlar
Günlükler
Takvim
beyzagokdemirr kullanıcısının paylaşımları
-
Merhaba, Modbuss RTU ile örneğimiz yoktur, C# ile yazılmış Modbuss TCP örnek programı linkte yer almaktadır.
-
Merhaba Murat bey, Belirttiğimiz gibi bu serilerde GMTSoft ile yazılmış programları çekemezsiniz. Daha önceki serilerden cpu kullanıyorsanız bu işlemi gerçekleştirebilirsiniz. İyi günler.
-
Merhaba Vusal Bey GMTCNT PLC ler Modbus RTU (GLC 196-296-396-496 Serileri) ve Modbus TCP (GLC 396-496 Serileri) protokollerini desteklemektedir. 3. Party yazılımlarda belirttiğim protokolü destekleyen kütüphane dosyaları bularak kullanabilirsiniz. C# ile yazılmış örnek programı aşağıdaki linkten inceleyebilirsiniz. http://forum.gmtcontrol.com/index.php?/topic/914-gmtsuite-modbus-tcp-ile-c-program-%C3%B6rne%C4%9Fi/ İyi çalışmalar
-
Merhaba, EPLAN dosyaları müşterilerimiz tarafından kullanılıyor. Kullanımda bi sorun gözükmüyor . Versiyonla ilgili bir sorununuz olabilir. İyi günler.
-
Merhaba, Sorunuzdan anladığım kadarıyla Loadcell uygulamalarında kalibrasyon yaparken ağırlığını bildiğimiz en az 2 ürüne ihtiyacımız vardır. Kalibrasyon yaparken düşük olan ağırlığın değeri gercekmin değişkenine yazılır. min değişkeni kalibre edilir. Aynı şekilde gercekdeger değişkeni ise yine ağırlığını bildiğimiz yüksek olan ağırlık değeridir. Onu da değişkenin içerisine yazıp max değişkenini kalibre etmemiz gerekir.
-
Herhangi model bir hmi paneli excel ile haberlestirme
konu, beyzagokdemirr kullanıcısının konusunu cevapladı: GMTSuite FORUM
Merhaba Tahsin bey, Sormuş olduğunuz soruların yantları youtube eğitim kanalımızda bulunan HMI ve PLC eğitim videolarımızda ayrıntılı bir şekilde bulunmaktadır. HMI uzaktan erişim içinde VNC özelliğini kullanabilirsiniz. GMT FORUM'da bunula ilgili bilgiler yer almaktadır. İyi günler -
HMI SIFIRLAMA( RESET ) ve FİRMWARE UPDATE
konu, beyzagokdemirr kullanıcısının konusunu cevapladı: FORUM
Merhaba Zafer Bey, Eğer Upload yada Download şifresini biliyorsanız cihazınızdan program çekebilir/yükleyebilirsiniz. Ayrıca Firmware güncellemesi de yapabilirsiniz yada bu işlemleri HMI'larımızda standart şifremiz olan "888888" girişini yaparak da denemenizi yapabilirsiniz. Ancak bu şifre ile başarılı olamazsanız yada upload/download işlemine şifre tanımladıysanız ancak şifreyi bilmeniz halinde cihazı kullanabilirsiniz. İyi günler -
GSR İLE KIRICI MAKİNA ÖRNEĞİ
bir konuya beyzagokdemirr içerik ekledi : Ekranlı Mini PLC Örnek UYGULAMALAR
GMTCNT KİRİCİ MAKİNA ÖRNEĞİ.zip -
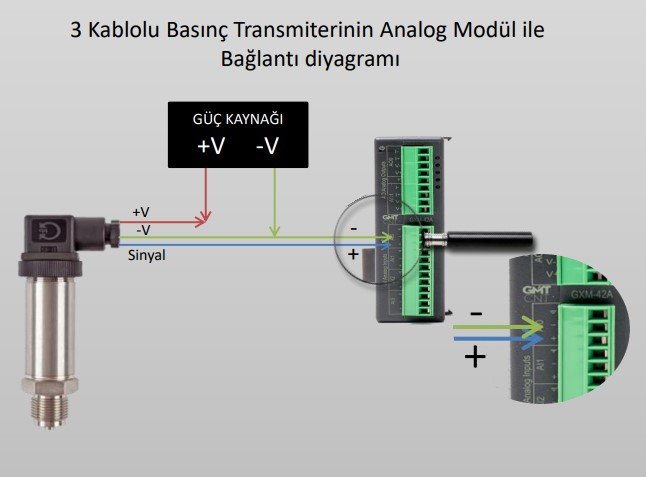
Transmiter ile Analog Modülün Bağlantı Diyagramı
bir konuya beyzagokdemirr içerik ekledi : GMTSuite TEKNİK DÖKÜMANLAR
Transmitter_and_Analog_Module_Connection.pdf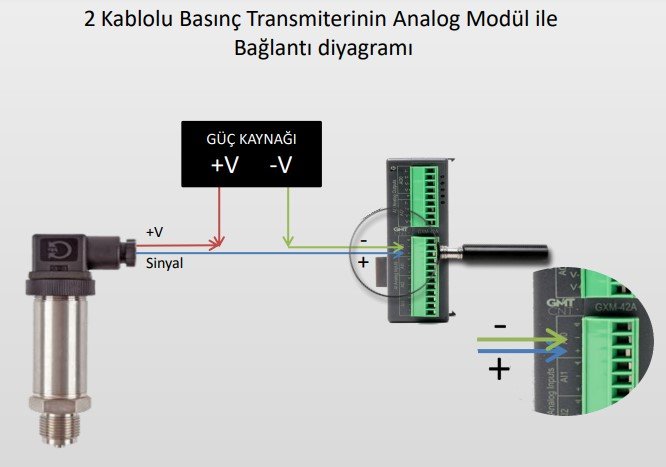
-
GMTSOFT Editör Programı Hızlı Sayıcı Kurulumu
bir konuya beyzagokdemirr içerik ekledi : GMTSoft TEKNİK DÖKÜMANLAR
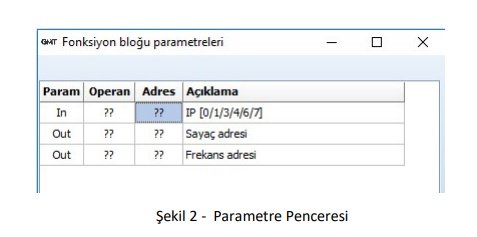
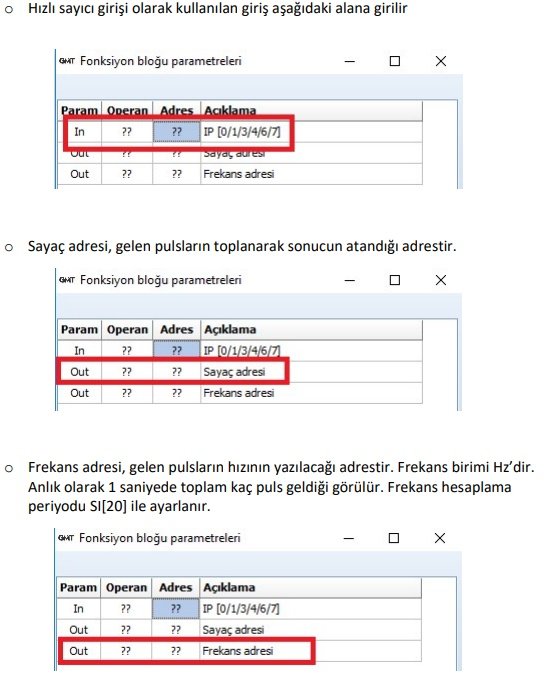
HIZLI SAYICI FONKSİYONU ÖN BİLGİ: GLC serisi PLC’lere 3 adet hızlı sayıcı bağlanabilir (3 kanal). Hızlı sayıcı kanalları sırasıyla 0.kanal, 1.kanal ve 2.kanal olarak isimlendirilir. - 0.kanal için IP[0] veya IP[1]’ den biri kullanılmalıdır (aynı anda ikisi birden kullanılamaz) - 1.kanal için IP[3] veya IP[4]’ den biri kullanılmalıdır (aynı anda ikisi birden kullanılamaz) - 2.kanal için IP[6] veya IP[7]’ den biri kullanılmalıdır (aynı anda ikisi birden kullanılamaz) NOT: IP[2], IP[5] ve IP[8] girişleri hızlı sayıcı olarak kullanılamaz. PLC’ye bağlanabilecek hızlı sayıcı maksimum frekansı CPU modülüne göre farklılık gösterir: - GLC-196 serisi 20 kHz’e kadar destekler - GLC-296 serisi 50 kHz’e kadar destekler - GLC-396 serisi 50 kHz’e kadar destekler - GLC-496 serisi 200 kHz’e kadar destekler HIZLI SAYICI FONKSİYONUNUN KONFİGÜRE EDİLMESİ 1. GmtSoft programında HSC bölümünden fonksiyonu seçip program yazma alanına sürekle bırak yaparak HSC fonksiyonunu çıkabilirsiniz. HSC fonksiyonu SB[0] enerjilenme rölesi ile kullanılmalıdır. 2. Hızlı Sayıcı fonksiyonunun konfigüre edilmesi için fonksiyon bloğunun üzerine çift tıklandığında Şekil-2’ de görünen parametre penceresi açılır. 3. Parametre ayarları aşağıdaki gibi yapılır: HSC’NİN RESETLENMESİ (SAYAÇ ADRESİNE 0 DEĞERİNİN YÜKLENMESİ) 3 farklı kanal hızlı sayıcı için 3 ayrı hızlı sayıcı resetleme fonksiyonu bulunmaktadır. - 0.kanal hızlı sayıcının resetlenmesi için aşağıdaki blok kullanılmalıdır - 1.kanal hızlı sayıcının resetlenmesi için aşağıdaki blok kullanılmalıdır - 2.kanal hızlı sayıcının resetlenmesi için aşağıdaki blok kullanılmalıdır GMTSoft_Hizli_Sayici_Kurulumu.pdf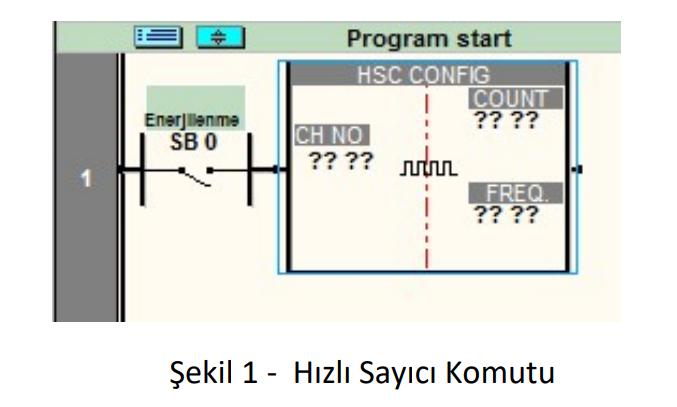



-
Sıcaklık Modüllerinde PID Auto Tune İşlemi
bir konuya beyzagokdemirr içerik ekledi : GMTSoft TEKNİK DÖKÜMANLAR
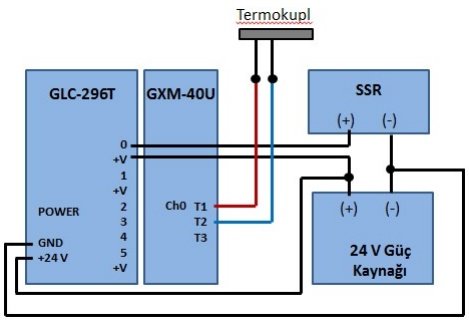
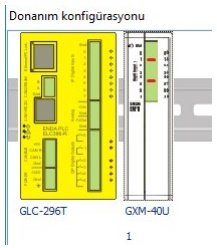
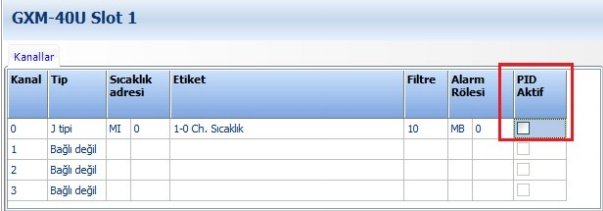
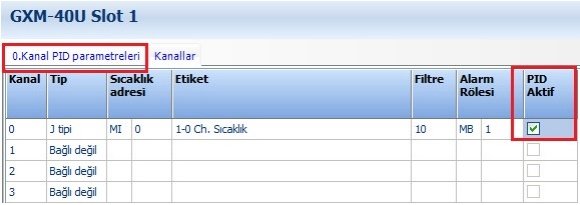
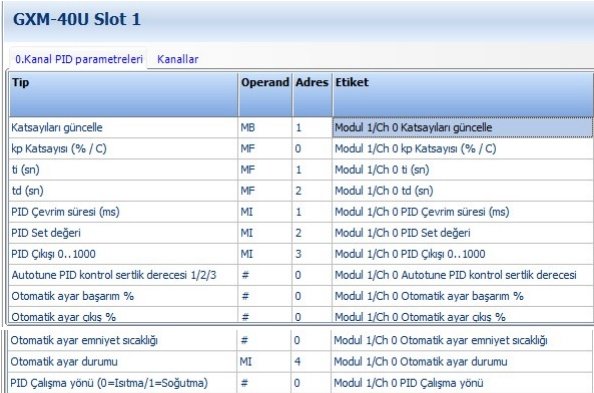
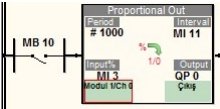
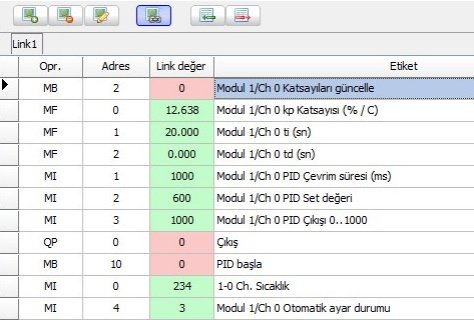
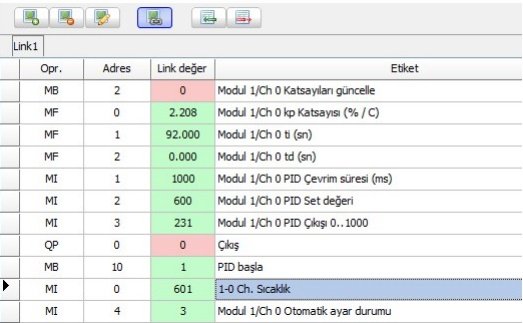
GMTCNT PLC İLE PID FONKSİYONU Örnek senaryo: GLC-296T, GXM-40U, SSR (Solid State Röle) ve J tipi bir termokupl kullanarak, yükün sıcaklığı 60℃’de tutulmaya çalışılacak. Bağlantılar: 1. SSR giriş uçları: SSR’nin (+) ucunu PLC’nin QP0 ucuna, SSR’nin (-) ucunu güç kaynağının GND ucuna bağlayın. 2. PLC’nin çıkış tarafında +V yazan uca 24 V DC güç kaynağının (+)’sını bağlayın. 3. Termokupl’ın uçlarını GXM-40U genişleme modülünün CH0 kanalının T1-T2 uçlarına (+), (-) yön uçlarına dikkat ederek bağlayın. GMTSoft PLC Programı: 1. GMTSoft PLC programında yeni proje yarattıktan sonra, donanım konfigürasyonunda CPU Modül olarak GLC-296T; Ext. Modül olarak da GXM-40U’yu seçin. 2. GXM-40U’nun konfigürasyon penceresinde, 0.kanala bağlanan J tipi termokupl’u aşağıdaki gibi seçin ve “PID Aktif” kutucuğunu işaretleyin. 3. 2. Adımda “PID Aktif” kutucuğu işaretlendiğinde “0.Kanal PID parametreleri” sekmesi görünecektir. 4. “0.Kanal PID parametreleri” sekmesine tıklandığında bu sekme altında PID parametreleri aşağıdaki gibi görünecektir. Bu parametreler içindeki “PID Set değeri (MI2)” istenilen sıcaklık değerini ifade eder. Operand içine girilecek değer, ayarlanmak istenen sıcaklık değerinin 10 katı şeklinde girilmelidir (Ör: 60℃için, MI2 = 600 olmalıdır). “PID Çevrim süresi (ms) (MI1)” PID işleminin çevrim süresini ifade eder. Bu değere bizim örneğimizde 1000 ms girilmiştir. Bu parametrelerin ayarları ve hesabıyla ilgili detaylar 8. adımda anlatılmıştır. 5. PID çıkışı yukarıdaki tabloda görüldüğü gibi analog bir değer üretmektedir. Eğer yük SSR veya kontaktör gibi bir aç / kapa şeklinde bir anahtarlama yöntemiyle sürülüyorsa, analog çıkış aç / kapa çıkış tipine çevrilmelidir. Bu işlem için aşağıda gösterilen “Proportional Out (Oransal Çıkış)” fonksiyonu kullanılmalıdır. Bizim örneğimizde de SSR kullanıldığı için, bu fonksiyon kullanılmıştır. Bu örnek için Ladder programında aşağıdaki tek satırlık programı yazın: “Proportional Out” bloğu parametre ayarları: - Toplam periyot (ms): Oransal kontrol (proportional control) bandı. Bu dökümandaki senaryo için 1000 ms girilmiştir. - Giriş (0..1000): PID parametreler bloğunda belirlenen PID çıkış değer register’ı girilir. Bu dökümandaki senaryomuzda, PID çıkış değer register’ı MI3 olarak seçildiği için, buraya MI3 girilmiştir. - Ölü band genişliği (ms): Çıkışın aktif olmasını istemediğimiz minimum süredir. Çıkış tipi olarak kontaktör bağlandığı zaman bu süre arttırılabilir. Bu dökümandaki senaryoda çıkış tipi olarak SSR kullanıldığı için, 0 ms girilmiştir. - Süre sayıcı: MI 11 operandı seçilmiştir. - Çıkış: QP0 seçilmiştir. 6. Yukarıda yazılan programı PLC’ye yükleyin. 7. İzleme penceresinde aşağıdaki gibi izlemek istediğiniz operandları seçin. Bu örnek için izlemek istediğimiz operandlar: MF0, MF1, MF2, MI3: PID işlemi başladıktan sonra otomatik olarak hesaplanacak olan PID parametreleridir. MI1: Belirlemiş olduğumuz PID çevrim süresidir (bu örnek için 1000 ms girilmiştir). MI2: Ayarlanmak istenen sıcaklık değeridir. Sıcaklık değerinin 10 katını gösterir (600 = 60℃) QP0: Çıkış kontağı (enerji çıkışı) MB10: Güvenlik amacıyla konmuş olan kontaktır. Açık olduğu sürece çıkış vermez. MI0: Anlık olarak ölçülen sıcaklık değeri (PID işlemi başlamadan önce termokupl’un ölçtüğü sıcaklığı ifade eder. 234 = 23,4 ℃) MI4: Ayar durumu 8. PID işleminin başlatılması Sırasıyla aşağıdaki adımları uygulayın: - MB2 = 1 yapın. - MI4 = 1 yapın. Hemen ardından MI=2 olur ve sistem PID parametrelerini hesaplamaya başlar. MI4 = 3 olunca PID parametreleri sorunsuz şekilde hesaplanmış demektir. - MB10 = 1 yaparak “Proportional Out” fonksiyonunu enerjileyin. Bu fonksiyonun enerjilenmesi PID işlemini başlatır. 9. PID işlemi başladıktan bir süre sonra izleme penceresinden ilgili parametreler aşağıdaki gibi görülebilir. Bu görüntünün alındığı anda; o kp katsayısı: 2.208 o ti (sn): 92 o td (sn): 0 o PID Çıkışı: 231 o Yükün sıcaklığı: 60,1℃ olarak hesaplanmıştır. GXM20U_GXM40U_PID_Auto_Tune.pdf