
Tüm Aktiviteler
Bu akış otomatik güncelleniyor
- Bugün
-
 Gilbelar topluluğumuza katıldı
Gilbelar topluluğumuza katıldı - Dün
-
 Lekian7531 topluluğumuza katıldı
Lekian7531 topluluğumuza katıldı -
 Mevlut1570 topluluğumuza katıldı
Mevlut1570 topluluğumuza katıldı -
Merhaba kolay gelsin. GFD serisi sürücülerde bu mümkündür. 7.5 kW'a kadar olan motorlarınızı GFD serisi ile sürebilirsiniz. Kolay gelsin.
-
Merhabalar GMT inverter ile PM (rotoru sabit mıknatıslı) motor sürebilirmiyim
-
Panel hafızasındaki parametreleri istediğiniz kadar invertöre yükleyebilirsiniz. Ancak kastınız birden fazla invertörün birbirinden farklı olan parametrelerini ayrı ayrı hafızasında tutup istediğinizi yüklemek ise bu mümkün değildir. Bu ancak pc yazılımı ile mümkün olabilir. parametreleri ayrı ayrı dosyalarda saklayabilirsiniz.
-

S7-200 ile micno serisi sürücü haberleşme
konu, mucahitcft kullanıcısının konusunu cevapladı: MICNO FORUM
Malumunuzdur ki farklı markalar özelinde çokça örneğimiz bulunmuyor. Fakat GMT ürünleri ile yapılmış bir çok örnek bulunabilir. Dilerseniz bu uygulamanız için diğer forumları ziyaret edebilirsiniz. Sürücü tarafında elinizde adresler ve haberleşme özellikleri olması yeterlidir. İyi çalışmalar dilerim. -

S7-200 ile micno serisi sürücü haberleşme
konu, memocan_55 kullanıcısının konusunu cevapladı: MICNO FORUM
İlginiz için teşekkür ederim bunu görmüştüm daha önce. Bu s7-1200 serisi plc ile tia portal üzerinden yapılmış bir örnek bana ise s7-200 lazım step7/microwin üzerinde yapılmış bir örnek -
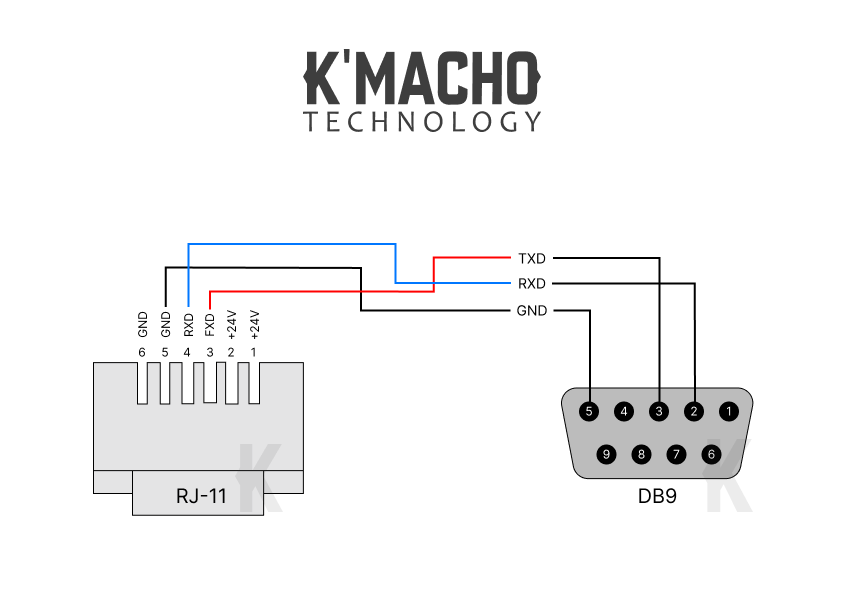
Merhaba, 496T nin girişi yalnızca PNP olarak çalışır. Flowmetrenin + çıkışlı oldugundan emin olunuz. Sonrasında Sinyal ucu>>IP0 GND ucu>> COM ucuna ve güç kaynagınızın eksisine +24V ucu>> güç kaynagınızın artısına şeklinde deneyebilirsiniz.
- Son hafta
-
 buğra topluluğumuza katıldı
buğra topluluğumuza katıldı -
Merhabalar GLC-496T ile flow metre okumak istiyorum. HSC Grup 0'ı aktif edip Tek Kanal A yı seçip flow metreyi bağlıyorum. Fakat bağlantıyı yapmama rağmen bir değer göremiyorum. Elimdeki Flow Metre YF-S201 Teknik özellikleri aşağıdaki gibidir. Örnek bir program ve nasıl bağlayacağıma dair bir bağlantı için yardımcı olabilir misiniz? https://pdf.direnc.net/upload/yf-s201-datasheet.pdf
-
S7-200 ile micno serisi sürücü haberleşme
konu, mucahitcft kullanıcısının konusunu cevapladı: MICNO FORUM
Merhabalar, GFD serisi sürücümüz için yapılmış bir örnek forum sitemizde mevcuttur. Burada sürücü adreslerini değişmeniz muhtemelen yeterli olacaktır. İyi çalışmalar. -
iyi günler bu ürün aynı anda birden fazla sürücü upload yapabilirmiyiz ?
-
Merhabalar, İlk defa micno serisi bir sürücü ve s7-200 plc ile haberleşme yapacağım bu konuda daha önce çalışma yapan veya elinde örneği, kaynağı olan varsa yardımcı olursa çok sevinirim şimdiden teşekkürler.
-
 Anmilo5680 topluluğumuza katıldı
Anmilo5680 topluluğumuza katıldı -

PLC commands supported when connecting to telnet port 23?
bir konuya Daren içerik ekledi : GMTSoft FORUM
We are currently working with one of your GMT PLC devices (specifically the GLC-196T) and have been able to establish a successful Telnet connection via port 23. However, we have not been able to locate official documentation outlining the available Telnet commands or administrative console interface features. Could you kindly provide a complete list of Telnet commands supported by the device, or any related documentation or manuals that describe the command-line functionality? Understanding these capabilities would greatly assist us in remote diagnostics and device configuration. Thank you in advance for your support, and we look forward to your response. -
 Mustafa523 topluluğumuza katıldı
Mustafa523 topluluğumuza katıldı -
 Tabel0 topluluğumuza katıldı
Tabel0 topluluğumuza katıldı -
 kayhan.kosek topluluğumuza katıldı
kayhan.kosek topluluğumuza katıldı -
 hüseyin_ozturk topluluğumuza katıldı
hüseyin_ozturk topluluğumuza katıldı -
memocan_55 topluluğumuza katıldı
- Daha eskiler
-
Çok teşekkür ederim.
-
GMTSuite rs-485 MICNO Modbus Slave Tag Listesi
konu, mucahitcft kullanıcısının konusunu cevapladı: GMTSuite FORUM
Dökümanda 163. sayfadan itibaren bakabilirsiniz. https://gmtcontrol.com/wp-content/uploads/2022/03/Micno_Manual_220228.pdf -

GMTSuite rs-485 MICNO Modbus Slave Tag Listesi
konu, mustafa41 kullanıcısının konusunu cevapladı: GMTSuite FORUM
Bu hec kodlarını için döküman linki varmıdır -
GMTSuite rs-485 MICNO Modbus Slave Tag Listesi
konu, mucahitcft kullanıcısının konusunu cevapladı: GMTSuite FORUM
Hız için adresiniz Hexadecimal 1000 adrestir. Bu adresi decimale çevirip + 40001 eklemeniz gerekiyor. Ayrıca aşağıya bununla ilgili yapılmış videomuzu paylaşıyorum. -
GMTSuite rs-485 MICNO Modbus Slave Tag Listesi
konu, mustafa41 kullanıcısının konusunu cevapladı: GMTSuite FORUM
Merhabalar gmt plc ile gmt micno serisi 485 haberleşme yaparken . sürücü ref hız göndericez. 400001 e kaç ekşememi gerekiyor yada bunla alakalı döküman varmı . Sistemin mantıgını ogrenmek iatiyoruz. -
Problemi çözebildiniz mi, çözülmediyse HMI programınızı bizimle paylaşır mısınız?
-
Modbus RTU from PC GLC-196T Unable to read MI Address 19
konu, Daren kullanıcısının konusunu cevapladı: GMTSoft FORUM
Thank you, Hamza!!! I was hable to make it work Modbus address start on 40001 what mean MB address for GMC have an offset of 1000+(19*2) = 1038 RH when reading from QModMaster.
-
Arada bir dönüştürücü ile mümkün olabilir ancak.
-

Modbus RTU from PC GLC-196T Unable to read MI Address 19
konu, Hamza Çağlayan kullanıcısının konusunu cevapladı: GMTSoft FORUM
Hello Daren, As you can see in the document, MI0 starts at address 41001 and each data point is 2 words long. So to read MI19, you should use address 41039. Just make sure your program supports reading 2-word addresses. If it still doesn’t work, you can give other tools a shot — something like MODSCAN or MODBUSPOLL usually does the trick. I’m pretty sure it’ll work. Have a nice day! -
Modbus RTU from PC GLC-196T Unable to read MI Address 19
konu, Daren kullanıcısının konusunu cevapladı: GMTSoft FORUM
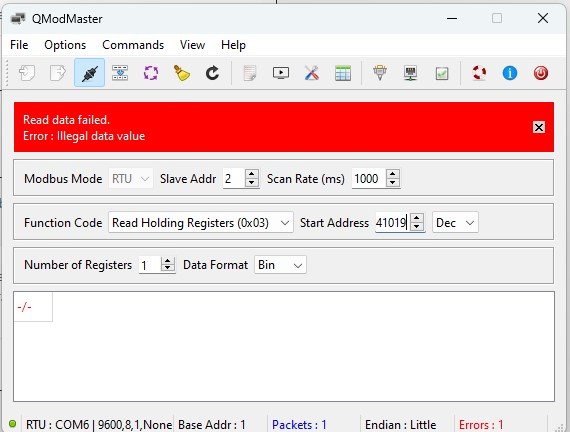
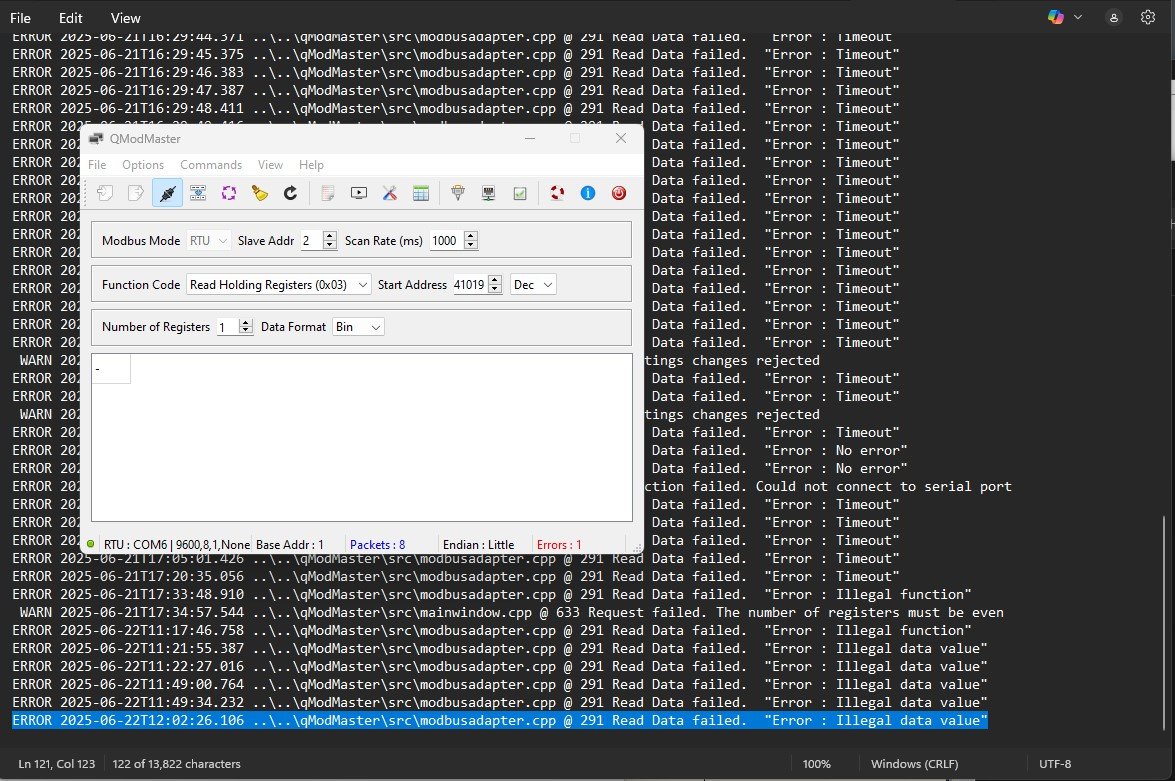
Hi Malikenes, Thank you for your response, but I get an error when reanding 41019 'ERROR 2025-06-22T12:02:26.106 ..\..\qModMaster\src\modbusadapter.cpp @ 291 Read Data failed. "Error : Illegal data value"' I got the same error with any start address over 8000 number. If you can see on the screen shots I able to read other address but not the 41019 Thank you for the help Daren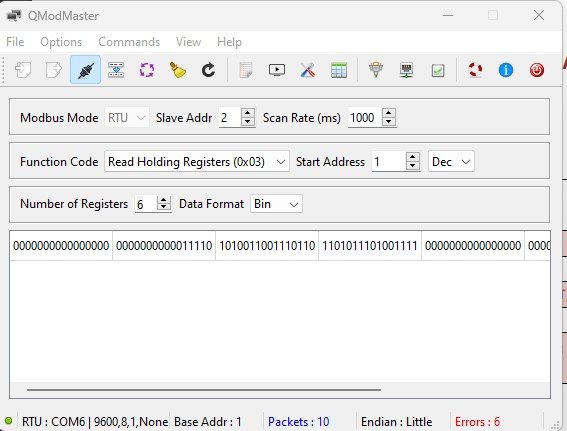
-
Modbus RTU from PC GLC-196T Unable to read MI Address 19
konu, Daren kullanıcısının konusunu cevapladı: GMTSoft FORUM
Hello Malikenes, I try to read that address range but I get an error when reanding 41019 'ERROR 2025-06-22T12:02:26.106 ..\..\qModMaster\src\modbusadapter.cpp @ 291 Read Data failed. "Error : Illegal data value"' I got the same errror with any start address over 8000 number. Best, Daren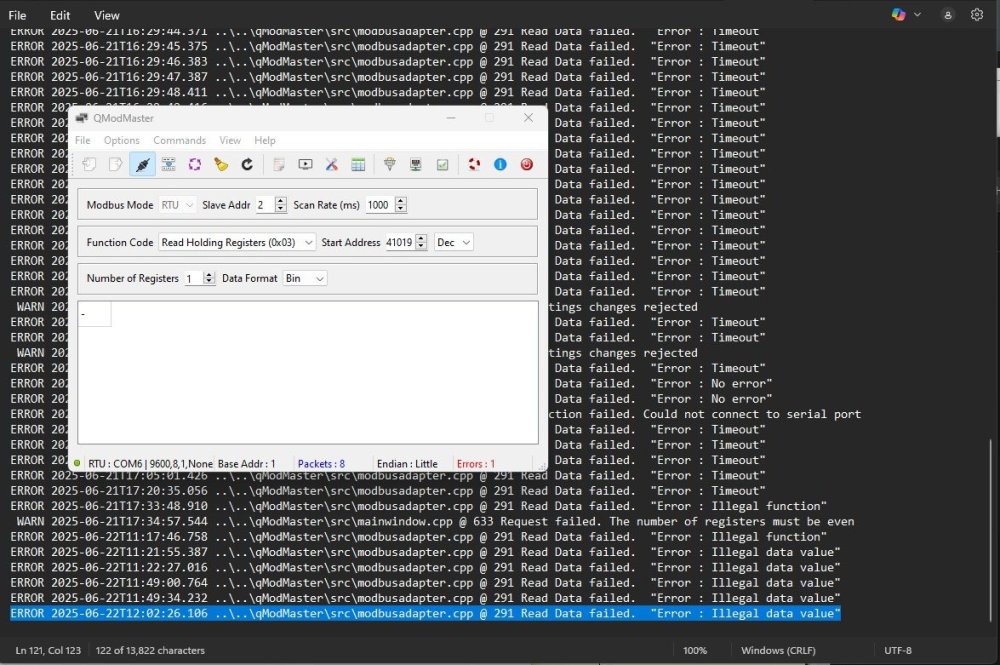
-
Arkadaslar plc nin rs485 cikisini kullanarak rs422 gaberlesme ptotokolu kullanan bir cihazla nasil haberlestirebiliriz
-
GSTD-2860 Alarm Çıkışının NPN Girişli Kart ile Bağlantısı
konu, mucahitcft kullanıcısının konusunu cevapladı: FORUM
Merhabalar. Test için sürücünün enable girişine sinyal uygulamak, motor kablosunun birini çıkarmak veya yanlış bağlamak gibi işlemlerle alarm çıkışını test edebilirsiniz. -
Merhaba kolay gelsin. Bit durum değiştirme komponentinde çalışma modunu reset olarak seçmelisiniz. İyi günler dilerim.






-
Çevrimiçi Kullanıcılar (Tam liste)
- Şu anda bağlı kayıtlı kullanıcı bulunmuyor
-
Üye İstatistikleri
-
Members
Gösterilecek sayı yok
-
Konuyu Görüntüleyenler
- Sayfayı görüntüleyen kayıtlı kullanıcı bulunmuyor.
-
Forum İstatistikleri
-
Toplam Konu1.9k
-
Toplam İleti6.3k
-
-
Aktif Kullanıcılar
Haftalık aktif sonuç yok