

Emre
-
İçerik sayısı
318 -
Katılım
-
Son ziyaret
-
Days Won
39
İçerik Türü
Profiller
Forumlar
Günlükler
Takvim
İletiler bölümüne Emre kullanıcısının eklediği dosyalar
-
-
Merhabalar;
- GLC-196R kodlu ürünümüzde analog çıkış yoktur. PT100 bağlamak için GXM-40U veya GXM-20U kodlu ürünlerimizi temin etmelisiniz.
- PT100'ü sıcaklık modülüne bağladığınızda size sıcaklık değerini direk verecektir. Bunun için lineer fonksiyon veya analog komut kullanmanıza gerek yoktur.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
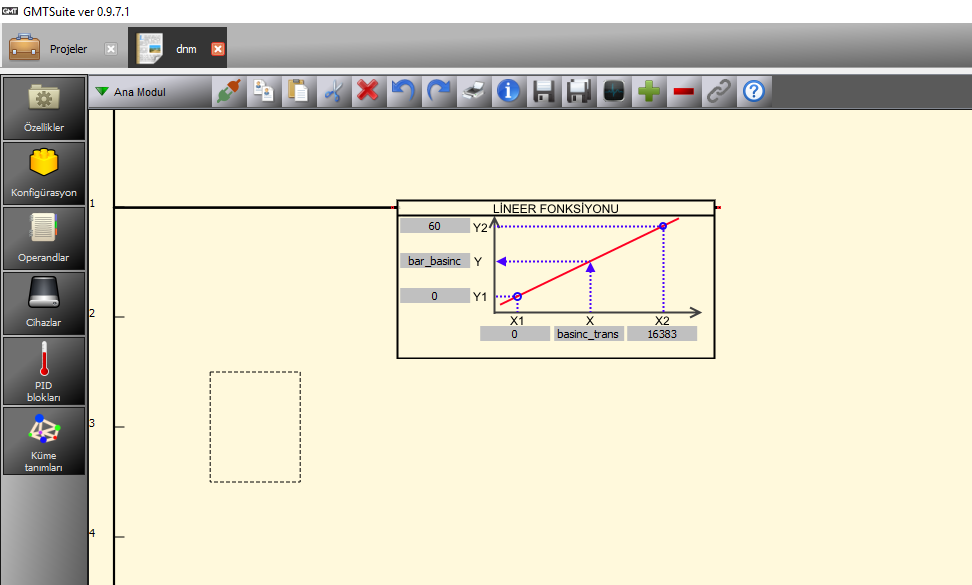
Matematik komutlarının içinde lineer fonksiyon ile gelen değerinizi skalaya sokabilirsiniz.
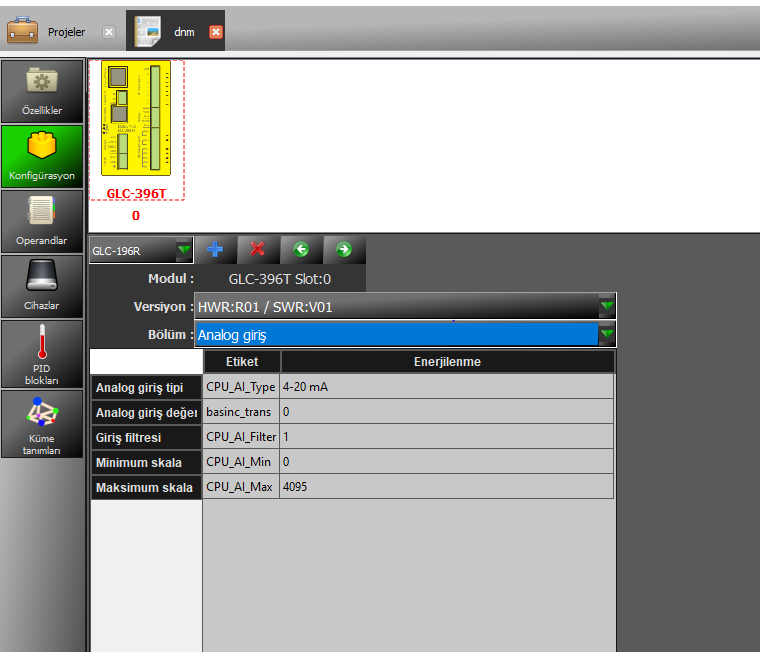
Örneğin: Analog girişinize 4-20mA bir basınç transmitteri bağladınız ve bu değeri ekranda bar olarak görmek istiyorsunuz. Okunan değerin Min-Max değerini girip çıkışınıza da görmek istediğiniz değeri girebilirsiniz. Örnek olarak resimleri yüklüyorum.
İyi Çalışmalar
Kolay Gelsin
-
GMTCNT Servo Pc yazılımı ile Program Upload&Download
-
Merhabalar;
Anamodul içinde etiket kullanarak bölümlere ayırabilirsiniz. Şuanlık seçenekler bunlar. İleriki dönemlerde isteğe göre fonksiyon blokları eklenebilir.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
Rica ederim.
Sizin özelinizde değil daha genel bilgi vermek amacıyla ihtiyacı olan kişiler için örnek teşkil etmesi bakımından ek bilgi olarak yazdım.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
Şuanda GMTSuite'de aktif olarak kullanılan alt program kullanımı sayesinde bu dediklerinizi yapabilirsiniz.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
Yeni satın almış olduğunuz ürünü GMTSuite ile çalıştırmak için GMTSuite güncelleme prosedürünü uygulamalısınız. Yeni satın almış olduğunuz ürün GMTSoft ile çalışabilir durumdadır.
Dirençlerden 1.si CPU üzerinde bulunan analog çıkıştan 0-10v çıkış elde etmek amacıyla kullanılır. Diğerleri 500khz'lik puls çıkışına bağlamak için bulunur.
İyi Çalışmalar
Kolay Gelsin.
-
Merhabalar;
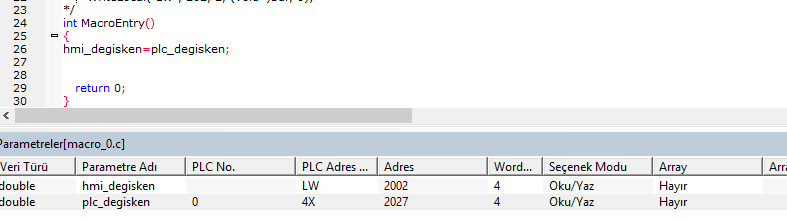
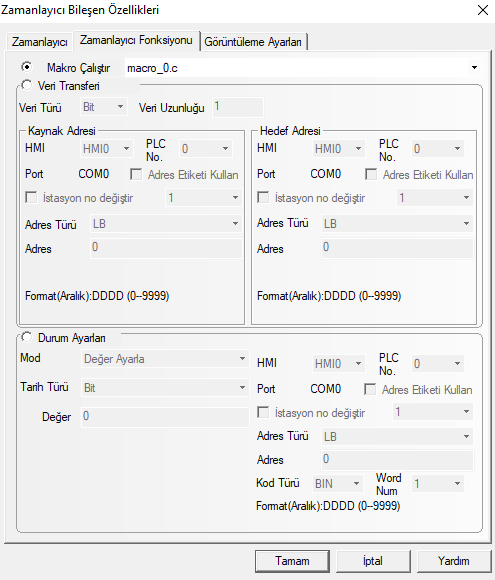
Yöntem 1. Oluşturduğunuz değişkenleri macro bölümünde birbirine eşitleyin. Daha sonra bir timer ile macro'yu çalıştırın.
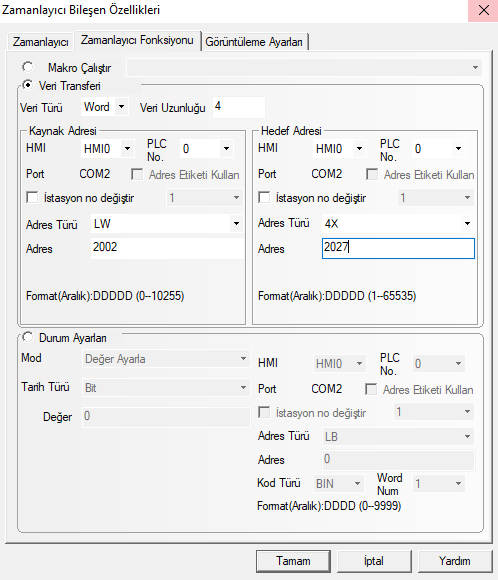
Yöntem 2. Macro'ya ihtiyaç duymadan bir timer ile timer function'u data transmission olarak kullanıp bu işlemi gerçekleştirebilirsiniz.
Örnek olarak size resimlerini yüklüyorum.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
1-VNC Viewer ile bağlanmak için HMI'a İP atamalısınız.
2-LB9290(VNC Viewer aktif) adresli biti aktif etmelisiniz.
Örnek olarak bir döküman hazırladım. İnceleyip bakabilirsiniz.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
Isının bulunduğu registerı 10'a bölmelisiniz. Gösterilen sıcaklık ondalıklı hane göstermez. Bunu PLC programından 10'a bölerek ayarlama yapmalısınız.
İyi Çalışmalar
Kolay Gelsin
-
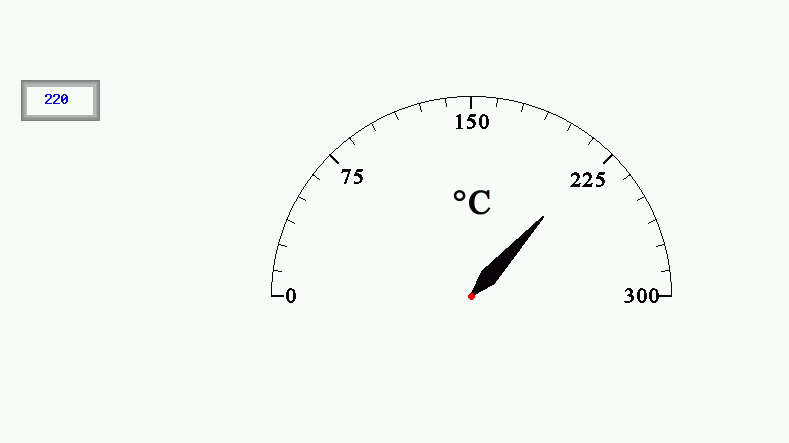
Merhabalar;
Kütüphanede farklı grafikler mevcut. Bunlar işinize yaramıyorsa kütüphaneden sade bir grafik alıp bir text input ile derecenin sembolünü üstüne ekleyebilirsiniz. İstediğiniz şekilde konfigre edebilirsiniz.
Örnek çalışmayı ekliyorum.
İyi Çalışmalar
Kolay Gelsin
-
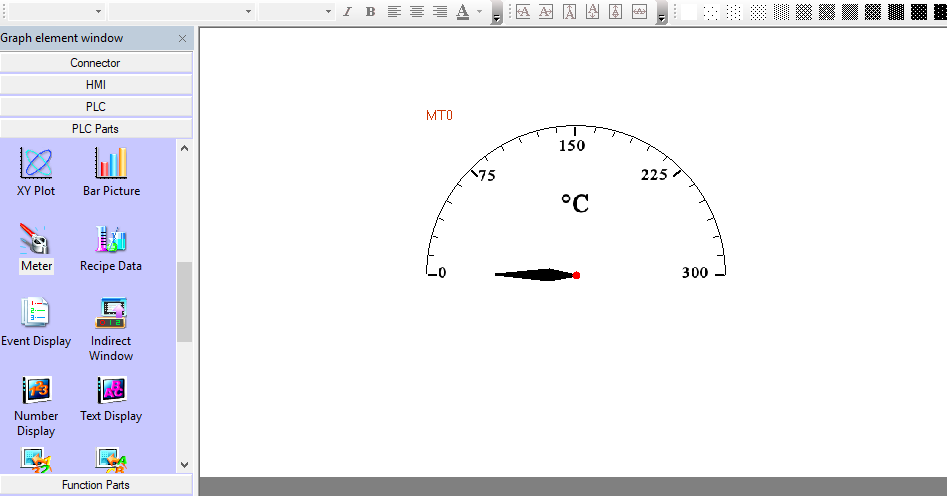
Merhabalar;
1- GOP HMI programında PLC Parts sekmesinden Meter komponentini ekrana taşıyın.
2- Okumak istediğiniz adresi girin ve görsel ayarlamalarınızı yapın.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
Değerler yüksek olduğu için sayma yapamıyorsanız Ekran kısmında Numeric Data sekmesindeki Integer (tamsayı) kısmını arttırıp Max Value değerini arttırın.
Resimde Ornek olarak yükledim. İşinize yarayacağını düşünüyorum.
Teşekkürler. Siz de İyi ki varsınız
")
İyi Çalışmalar
Kolay Gelsin

-
 2
2
-
-
Merhabalar;
İstenilen özellikler önem sırası gözetilerek Ar-Ge tarafından gerçekleştirilecektir.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
Register tipini double word yerine float seçmelisiniz. Noktadan sonra kaç hane görmek istiyorsanız ekran programında Numeric Data kısmında Decimal kısmından seçmelisiniz.
İyi Çalışmalar
Kolay Gelsin
-
1
-
-
GMTCNT PLC Modbus Adres Haritası
-
1
-
-
Merhabalar;
Bu durumun çeşitli sebepleri olabilir. Kesim yönteminiz, makinanın mekanik aksamı, programda kurulan algoritma vs. gibi . Bu duruma neden olan faktörü makinanın çalışmasını ve kurduğunuz algoritmayı inceleyerek çözüm bulabilirsiniz. Örneğin kesim sisteminiz yavaş kalıyor olabilir, aktarım sisteminiz kaçırıyor olabilir vs.
İyi Çalışmalar
Kolay Gelsin
-
1
-
-
Merhabalar;
-Hızlı Sayıcı Girişi için IP-0 'ı kullanmalısınız.
-NPN bağlantı için Com0+ , sensörün çıkışını IP0'a
-PNP bağlantı için Com0- , sensörün çıkışını IP0'a bağlamalısınız.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar
-Programda arıza bitinin önüne IP-0'ın kapalı kontağını koyarsanız sorununuz çözülecektir.
-Alarm Information bölümünde ise IP-0 Off iken ekranda yazmasını istediğiniz hatayı yazdırabilirsiniz.
İyi Çalışmalar
Kolay Gelsin
-
 1
1
-
-
Merhabalar;
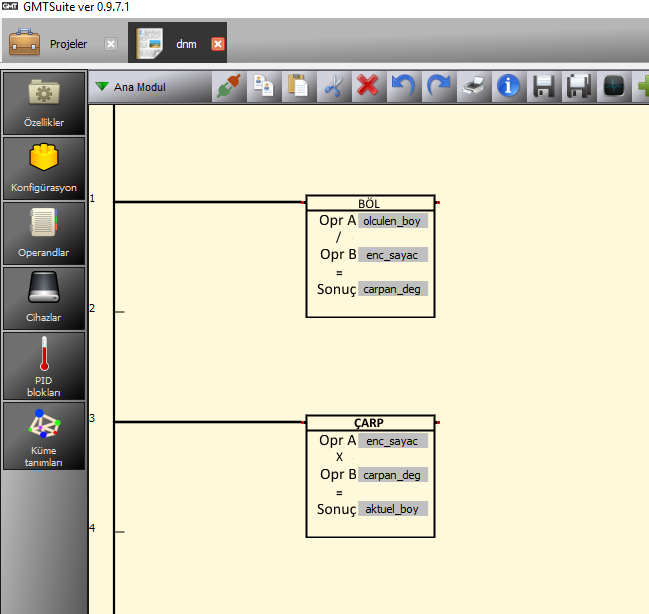
Encoder değerini bir çarpım bloğuna sokun. Hareket ettirip canlı ölçüm alın. ÖR:50 MM.
Ölçülen Boy / Encoder Sayaç Değeri= Çarpan
Çarpan değerini bulduktan sonra Çarpım bloğunda Sayaç değişkeni*Çarpan= Aktüel Boy olarak elinizde veri olacaktır.
İyi Çalışmalar Kolay Gelsin.
-
2
-
-
Merhabalar;
TCP/IP4 kısmında ip ayarlarınızı kontrol edin. Bu ayarların otomatikte olması yeterlidir.
Sorun çözülmezse firmamızı ararsanız uzaktan bağlanıp yardımcı olabiliriz.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
1- PLC Programınızda koşullarınıza bağlı olarak bir arıza biti tanımlayın. (Örn. MB 0)
2- HMI programında Project Database sekmesi altında Alarm Information kısmında arıza bitini tanımlayın. Ve Text Content kısmında Arıza durumunda ekranda yazmasını istediğiniz yazıyı yazıp fontunu ayarlayın.
3- Function Parts kısmında Alarm Bar kompanentini alıp ekrana koyun.
-Arıza Biti aktif olduğu zaman Alarm Bar kısmında belirlemiş olduğunuz yazı görünecektir. Arıza biti pasif olduğu zaman yazı görünmeyecektir.
- Yardımcı olması açısından örnek program ekliyorum.
İyi Çalışmalar
Kolay Gelsin
-
1
-
1
-
-
Merhabalar;
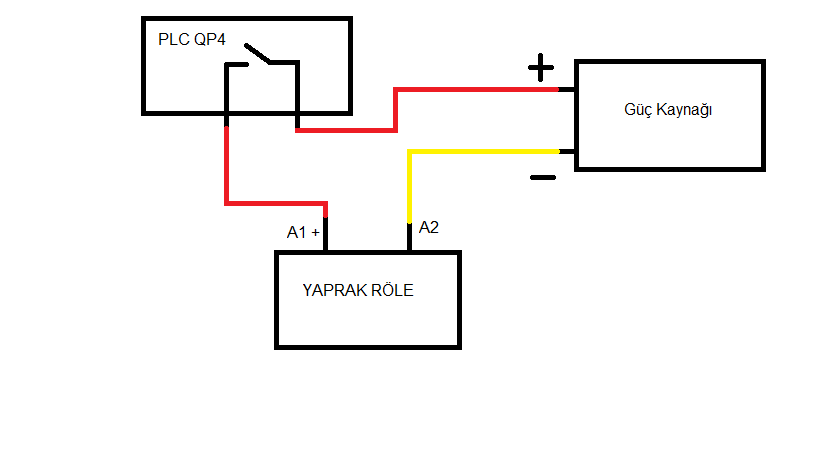
Bağlantı şeklinizi şekilde gibi revize ediniz.
İyi Çalışmalar
Kolay Gelsin
-
Merhabalar;
24V(+) ---> PLC QP(4)
PLC QP(4)--> A1+
24V (-) ---> A2
ucuna bağlarsanız yaprak röleyi çalıştırırsınız.
İyi Çalışmalar
Kolay Gelsin
Modbus Haberleşme
in GMTSoft FORUM
gönderildi
Merhabalar;
Ekran programınızda Com0'a bağlayıp haberleşmeyi RS485 seçmişsiniz. Fakat PLC programınızda RS232 seçili.
Ekran programınızda RS232 Seçmeniz yeterli olacaktır.
Programınızı ona göre revize ederseniz haberleşme sağlanacaktır.
İyi Çalışmalar
Kolay Gelsin