


Tavsan
-
İçerik sayısı
41 -
Katılım
-
Son ziyaret
-
Days Won
2
İçerik Türü
Profiller
Forumlar
Günlükler
Takvim
İletiler bölümüne Tavsan kullanıcısının eklediği dosyalar
-
-
Merhaba, öncelikle forum açıklama kısmına yazmanız gereken soruyu konu kısmına yazmanızın yanlış olduğunu hatırlatmak isterim.
Mustafa Öndoğan, 4 saat önce yazdı:merhaba arkadaşlar elimde 296t plc var ekran yok
Simülasyonla bu şekilde komut gönderemezsiniz.
Online simülasyonla komut gönderebilmeniz için PLC ve HMI ın fiziksel olarak olması, PLC-HMI arası haberleşme kablosunun bağlı olması ve HMI-PC arasında program yükleme kablosunun bağlı olması gerekmektedir.
-
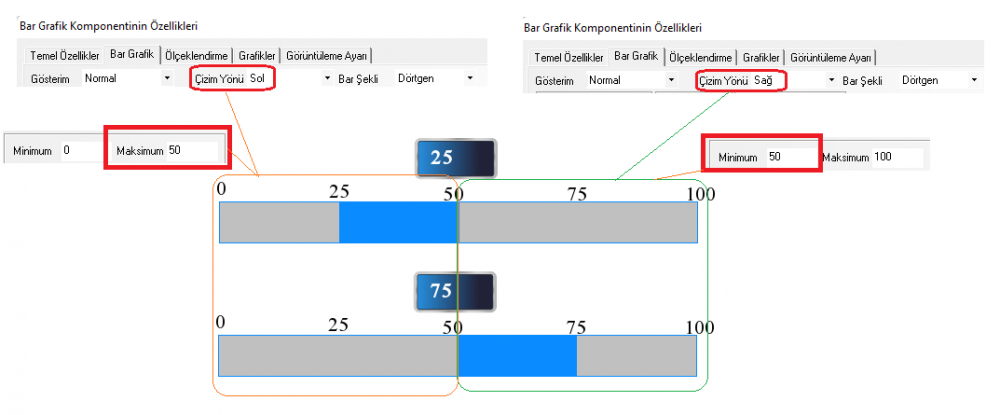
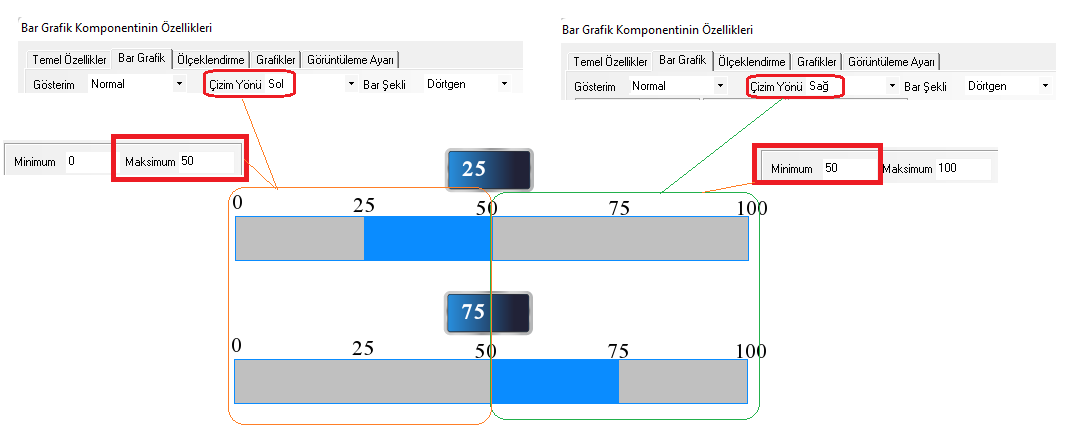
Merhaba, uygulamayı ben yapıyor olsaydım yan yana iki adet bar-ı birleştirirdim.
Soldaki bar-ın düzgün çalışması için HMI'da makro veya PLC tarafında basit bir yazılım yapmak gerekiyor. Soldaki bar için yazılım şu şekilde olmalı: Belirlenen değerin 50 olduğunu var sayalım, 50'nin altında değer girildiğinde girilen değerin 50'den çıkartılarak soldaki bar'da göstermek lazım. Eger belirlenen deger 50'den büyükse 0 değerini yazdırmak gerekiyor. Sağdaki için herhangi bir şey yapmanıza gerek yok.
-
-
Merhaba,
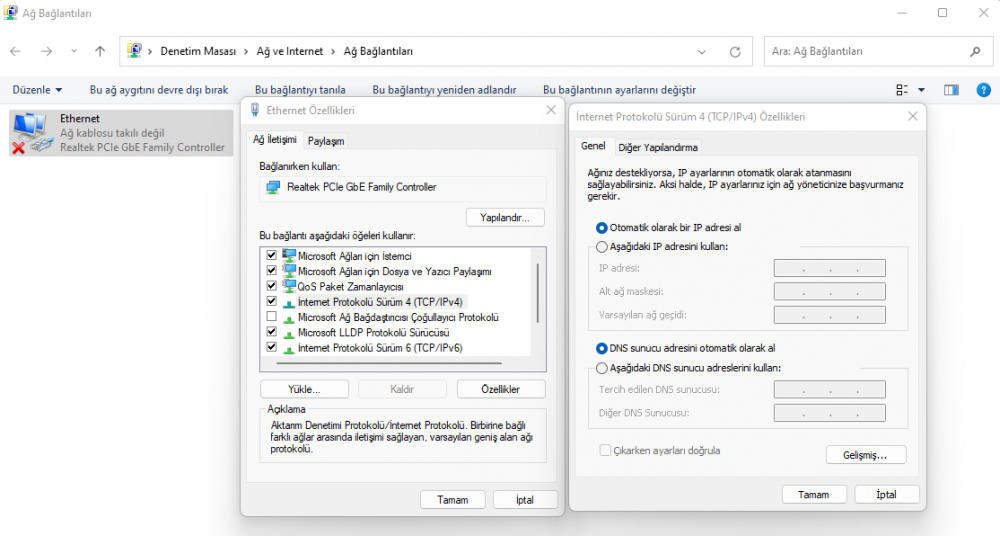
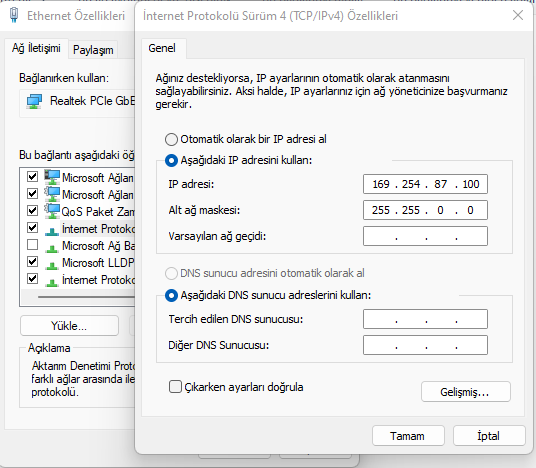
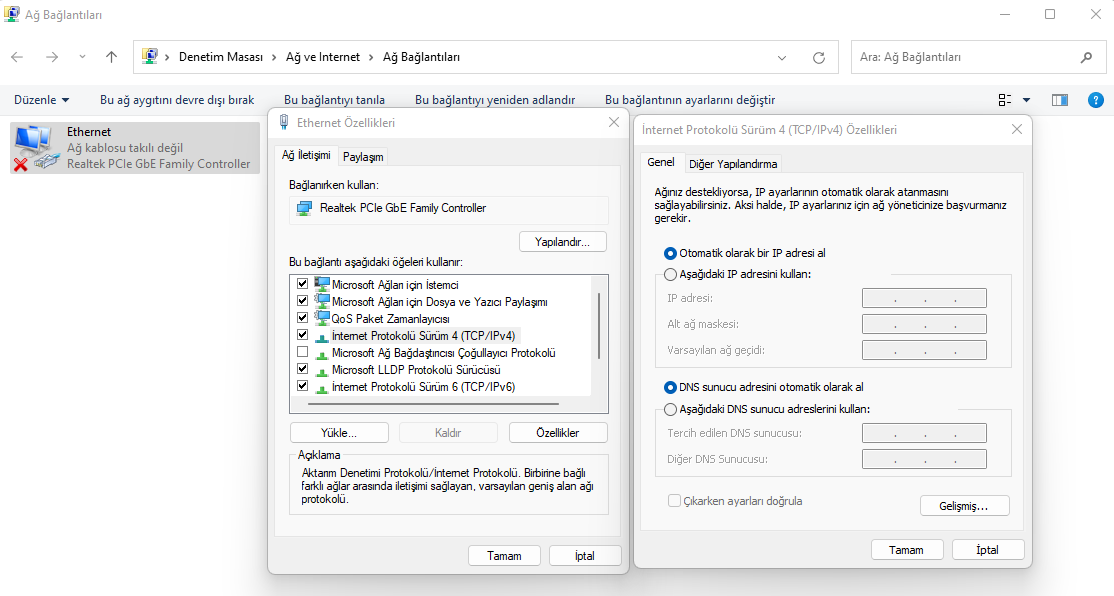
PLC dinamik IP'de ise bilgisayarın bağlantı IP adresini otomatiğe alarak bağlanabilirsiniz. PLC statik IP'de ise bilgisayar IP adresini PLC ile aynı ağ gurubuna almalısınız.
Kutudan yeni çıkan cihaz dinamik IP olarak ayarlıdır. Dinamik IP'deyken bilgisayarınızın IP adresini 169.254...'li ağ gurubun alarak da bağlanabilirsiniz.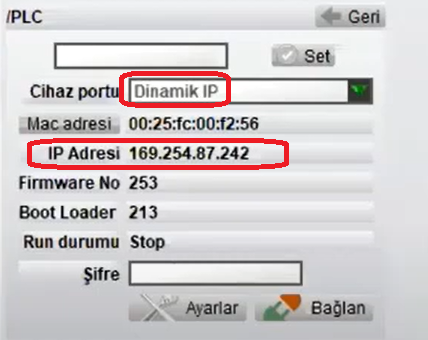
-
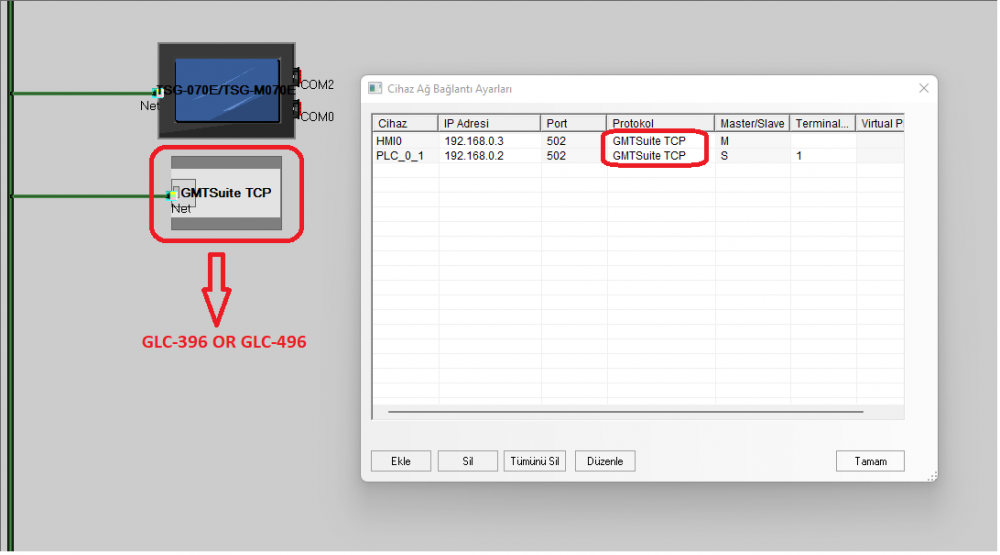
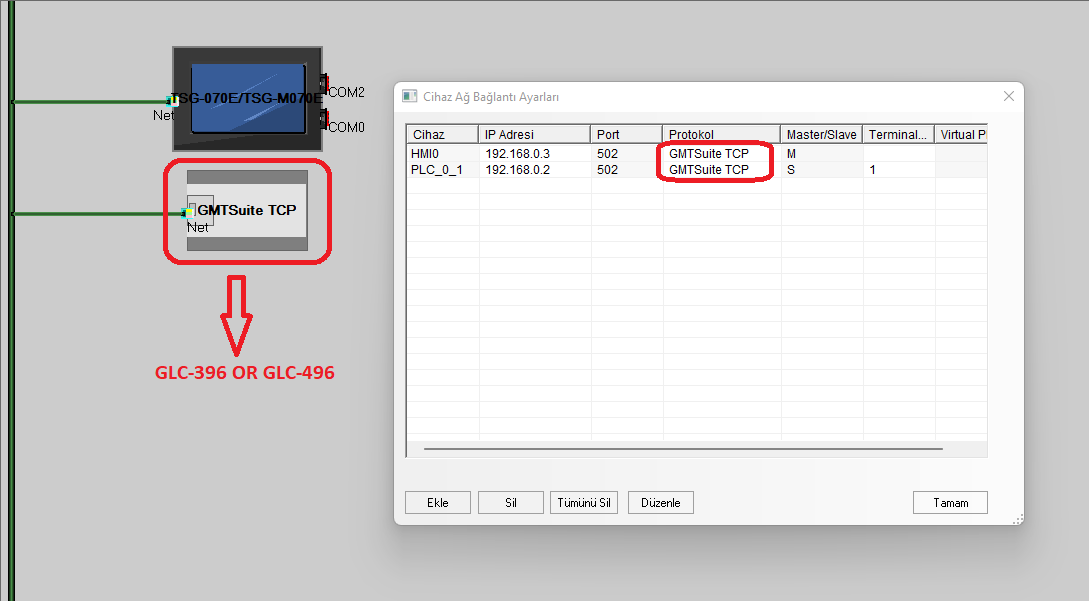
Hİ Hadi,
GLC-296R PLC doesn't support modbus TCP communication. You should use GLC-396 or GLC-496 for modbus TCP communication. GLX-296R includes rs485 and rs232 communication.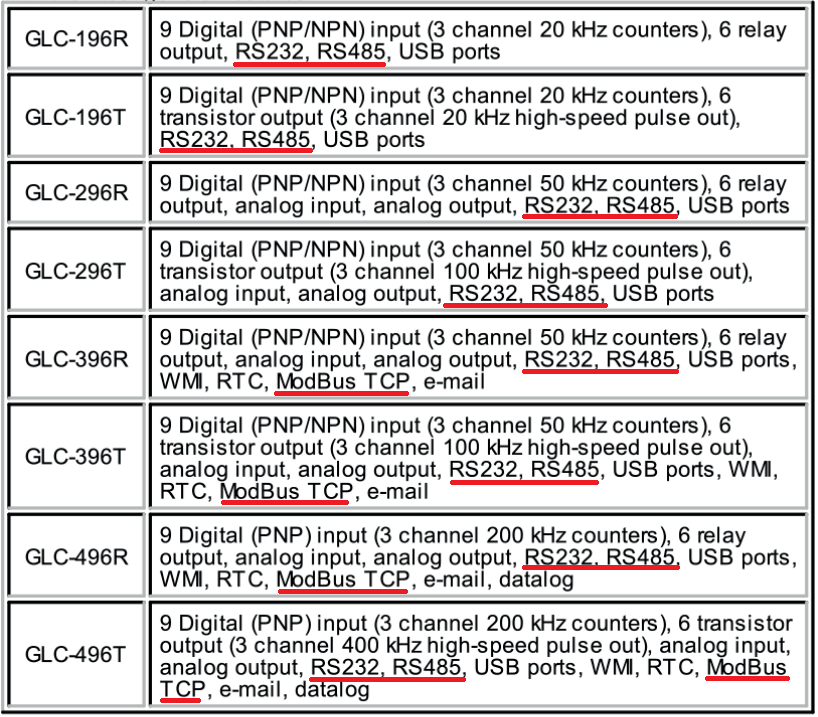
-
ekrembey, 23 saat önce yazdı:
Merhabalar. GLC-296T üzerinden bir düzenek kurmak istiyorum. GMT plc üzerinde çok bilgi sahibi değilim. Bu proje için sadece rs485 haberleşmesini yaptım. İlerlemem gereken adımlar nelerdir? bilgi sahibi olan bir kişi yapmam gereken adımları veya buna benzer örnek bir proje yapan varsa bana atabilir mi? şimdiden çok teşekkür ederim, İyi çalışmalar
Ne yapmak istediğinizi daha açık bir şekilde ifade ederseniz yardımcı olmak isterim.
-
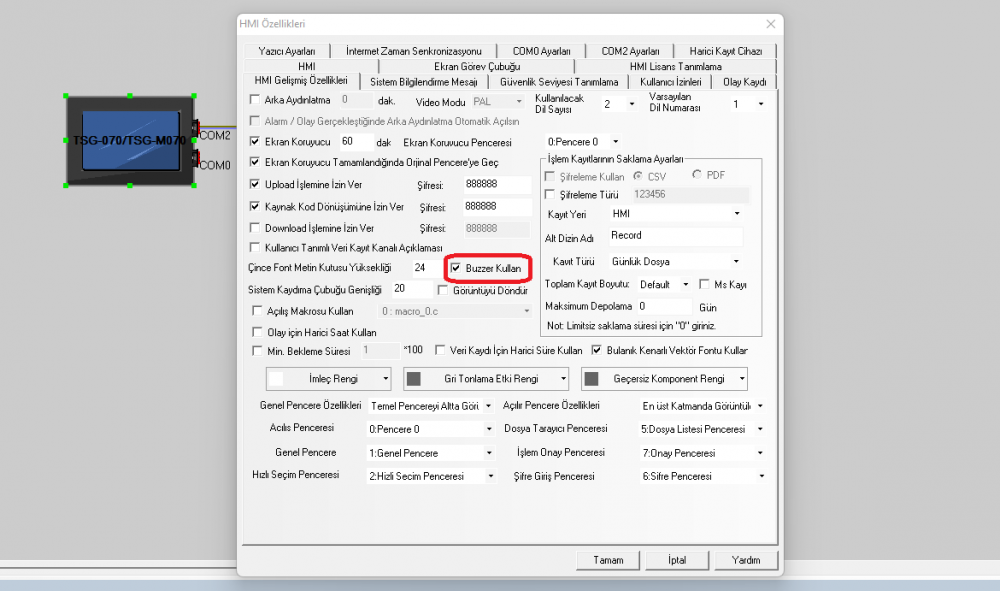
egeturk28, 7 saat önce yazdı:
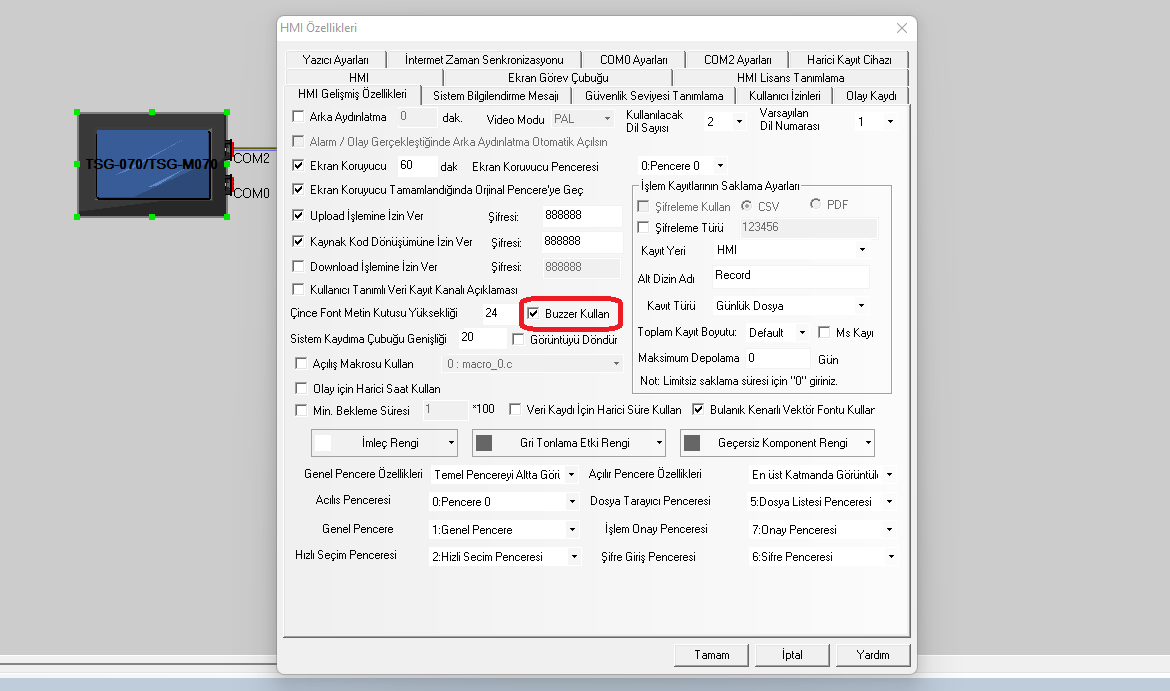
Kullandığım gmt hmi da oluşturduğum bit switchlere basıldığı zaman ses çıkmasını istiyorum. Bunu nasıl yapabilirim?
HMI tasarım programının (pDesigner veya GMTCNT.GOP) HMI Gelişmiş Özellikleri kısmında da buzzer kullanımını aktif edebilirsiniz.
-
şef112, 13 saat önce yazdı:
Merhaba cpu modelini değiştirince tag listesindeki operantlar mı sıfırlanıyor? Yoksa giriş çıkış analog değişen leri sıfırlanıyor enteresan!!
Konfigrasyon bölümünde herhangi bir cihaz silindiğinde kendi ile alakalı operantlarda siliniyor. Bilinen PLC markalarından bir kaç tanesi hariç bu şekilde siliniyor. Profesyonel makine yazılımcıları bu olayı şu şekilde aşıyor: Modül üzerindeki operantları programın akışında kullanmadan değişkenlere atıyor ve o değişkenleri programda kullanıyor.
GMTSuite versiyonlarında her geçen gün iyileştirme yapıyorlar. Bununda değişeceğini düşünüyorum. -
Merhaba, yapmak istediğiniz şey start, stop tuşlarına basıldığında zaman bilgisini kaydetmek ise aşağıdaki event örneğini adresleri değiştirerek birebir kullanabilirsiniz. Haftalık burada oluşan olayları kontrol etmek istiyorsanız event-ı kalıcı yapın. Kalıcı yaptığınızda da HMI'ın hafızasının dolma ihtimaline karşı veriyi flash belleğe kaydetmenizi tavsiye ederim.
-
-
Owilith, 12 saat önce yazdı:
Malesef Hanifi bey dediğinizi uyguladığım halde bir sonuç elde edemedim.
Servo Sürücü - PC ara bağlantı kablosu ayarladıktan sonra GMT'yi arayın. Uzak bağlantı ile yardımcı olacaklardır. Teknik destekleri çok iyi.
-
MEHMET EMİN ATAŞ, 3 saat önce yazdı:
Merhabalar arkadaşlar. GMT Plc ye yeni başladım kısa bir sürede 10 adet sürücülü motorun Hİz ayarını ekrandan yapabileceğim bir proje yapmam gerekiyor. Daha önce benzer projeleri başka Plc Ler ile yaptım şimdi GMT ile çalışmak istiyorum ve sürem az ... Bana yardımcı olabilir misiniz?
Merhaba, farklı marka PLC'ler kullandıysanız kısa sürede GMT arayüzüne alışırsınız. Bu süreci hızlandırmak için GMTSUITE eğitim videolarına bakin. Yazılım sırasında takıldığınız konular olursa GMT'yi arayarak teknik destek talep edin. Bulunduğunuz yerde GMT bölge sorumlusu varsa O'da sizi teknik olarak destekleyecektir.
Malikenes'in tavsiye ettiği örnek uygulama haberleşme ile frekans ayarlama konusunda size yardımcı olacaktır.
-
Şuan için Exor HMI'a tagları içe aktarıp programlayamazsınız. Haberleşecek her adresi tek tek yazmalısınız.
-
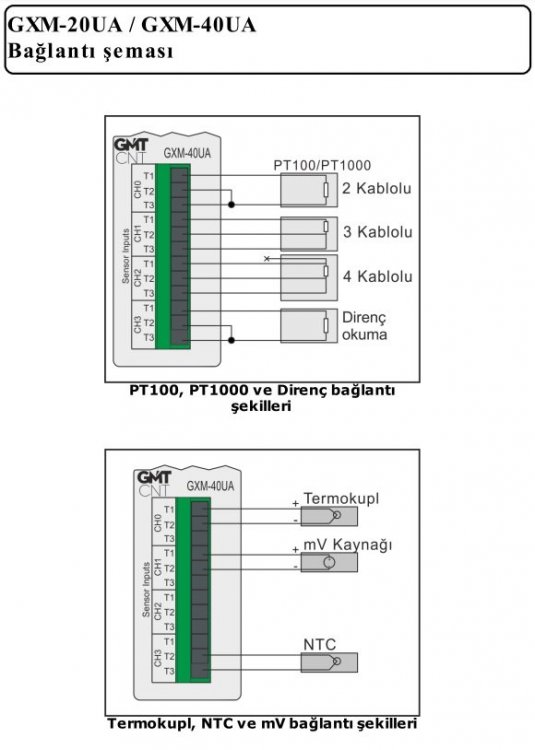
Merhaba,
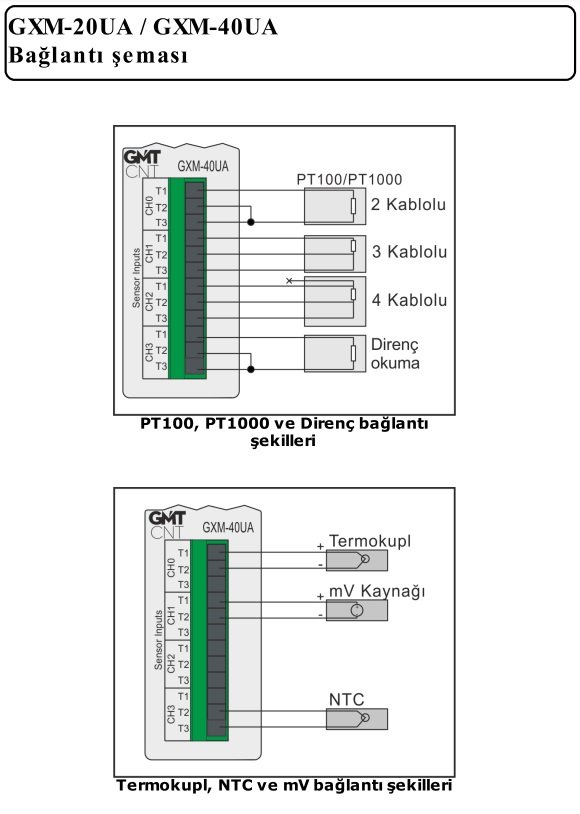
Eğer düşünceniz PLC analog girişine PT100 bağlayarak sıcaklık okumak ise bu şekilde düzgün değer okuyamazsınız.
Herhangi bir GMT PLC'ye sıcaklık modülü takarak sıcaklık sensörlerini (PT (PT100, PT1000) Termokupl (B,E,J,K,N,R,S,T), NTC, mV ve Direnç tipli sıcaklık sensörlerini) okuyabilirsiniz. 4 kanal sıcaklık modülü için GXM-40UA veya 2 kanal sıcaklık modülü için GXM-20UA modül seçmelisiniz.
Bağlantı şeması aşağıda bulunan görselde mevcuttur.
İyi çalışmalar
-
Tahsin Yeter, 1 saat önce yazdı:
Ypmış olduğum programda
105 adet float değişkeni
315 adet integer değişkeni
430 adet bit değişkenini
RS485 üzerinden TSG101E ve GLC 396T arasında haberleştirmek istiyorum. Telefon üzerinden yardım aldığımda 1024 adet operand haberleştirilebileceği söylenmişti.
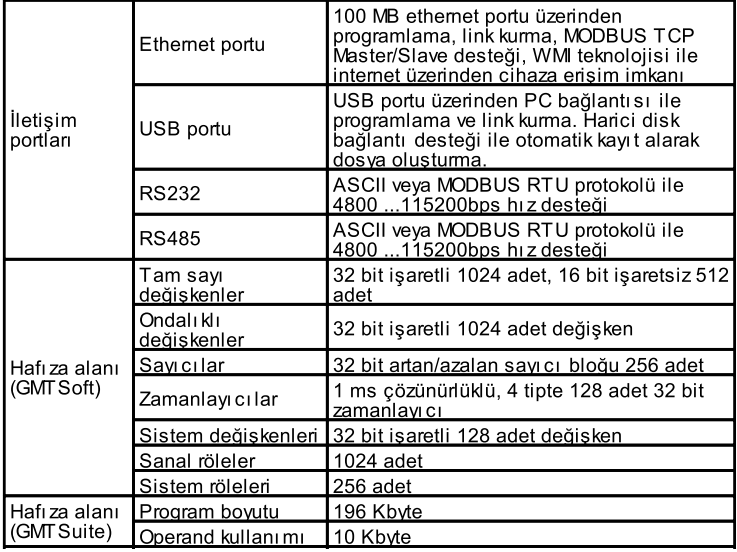
Bu 1024 byte mi ? yoksa değişken adeti mi?
byte ise (105x4)+(315x2)+(430/8) üzerinden mi hesap yapılacak?
Diğer bir sorum ise integer değer 16 bit değil mi yani 2byte değil mi ? neden adres tag ile bir integer değeri panele gönderdiğimde listede 32 bit olarak gösteriyor?
Selamlar,
Haberleşme için öyle bir sınırlama yok sanırım. Hafıza alanı ve özellikleri aşağıdaki görselde mevcut.
Haberleşmenin daha hızlı sağlanması için haberleşmeyi ethernet portu ile sağlamanızı tavsiye ederim. Kullandığınız cihazlarda modbus tcp haberleşme mevcut.Kullandığım farklı marka PLC'lerde integer değer 16bit (-32767 ile +32767 arası tam sayı) yer tutarken GMT'de integer değer 32bit (-2147483647 ile +2147483647 arası tam sayı) yer tutmaktadır. PLC'ler dışında gördüğüm yazım dillerinde ise integer veri tipi 4byte yani 32bit yer tutuyor. Yani yazım dillerinde eğer DINT ve INT veri tipi aynı anda tanımlanmışsa INT 16bit, DINT 32bit olarak aksi durumda INT 32bit olarak gözlemledim.
İyi çalışmalar
-
weron, 9 saat önce yazdı:
bu yontemı denersem plc de her hangı bır ıslem yapmama gerek varmı?
Herhangi bir işlem yapmanıza gerek yok.
-
PLC-HMI arasını rs-232 veya ethernet ile haberleştirin.
2 yöntem önerebilirim:
1)HMI-2x Emko arasini rs-485 veya ethernet yapıp doğrudan HMI'da görüntüleyebilirsiniz.
2)PLC-2x Emko arasini rs-485 veya ethernet yapıp PLC'den HMI'a aktarabilirsiniz.
2. yöntemi tavsiye ederim.
Ayrıca emko yerine GXM-40UA modülünü kullanarak haberleşmeye ihtiyaç duymadan projenizi gerçekleştirebilirsiniz.
-
aslan mazon, 14 dakika önce yazdı:
Yok slave tag olusturmadim
Program yazmadan derleneye basiyorum
Direk bu hata cikip derlemiyor
Bahsettiğiniz gibi yeni proje açıp kendi bilgisayarımda denedim ve çevirim dışı simülasyona bastım. Herhangi bir hata veya uyarı gözlemlemedim. Bilgisayar kaynaklı bir problem olabilir.
Mevcut programı ‘program ekle kaldır’dan kaldırın.Antivirüs gibi koruma programlarını devre dışı bırakarak aşağıdaki linkte yer alan GMTSUITE’i kurun. (ver 1.0.03)
https://gmtcontrol.com/wp-content/uploads/2021/08/gmtsuitesetup_1022.zip
Sorun hala devam ederse mesai saatleri içinde GMT Endüstriyel’i arayarak destek isteyin.
-
GMTSUITE haberleşme kısmında MODBUS RTU MASTER seçerek 'Slave Tag Listesi' oluşturdunuz mu?
Slave Tag Listesinde aynı isimli değişkenler varsa bu tarz hata verebilir.
Aldığınız hatayı görsel olarak paylaşır mısınız? -
GMTSUITE'in hangi versiyonunu kullanıyorsunuz?
Ben de iki aydır windows 11 kullanıyorum fakat bu tarz problemle karşılaşmadım.
https://www.gmtcontrol.com/ > Yüklememeler > Yazılımlar'dan GMTSUTE son sürümünü indirip yükleyin. Sorunun düzeleceğini düşünüyorum.-
 1
1
-
-
ertek68, 09.07.2021 - 17:57 yazdı:
Cevap için teşekkür ederim.
Maalesef test imkanları kısıtlı.
Sürücüyü ayrı bir pano ile motora yakın bir yere koymayı düşünüyorum. Ve tabi arada Ekranlı kablo kullanacağım.
Bu arada; Firma Temsilcilerinden bir yanıt gelmedi... Yeni müşterilere ihtiyaçları yok sanırım...!!!!!!
GMT, en iyi teknik destek sağlayan ve müşterilerine değer veren firma. Diğer iletişim kanallarından doğrudan görüşme sağlayabilirsiniz.
Sorduğunuz soru pano görülmeden ve test yapılmadan anlaşılacak bir durum değil.
GMT ürünleri endüstriyel olduğu için bir çok test yapılarak pazara sunuluyor, kullanıcıdan gelen dönüşlere göre geliştiriliyor. Çevresel etmenlere karşı dayanımı yüksek.-
1
-
STEP İLE METRAJ SÜRÜP KESME
in GMTSuite FORUM
gönderildi
İyi çalışmalar. Bahsettiğiniz hesaplamayı hareket komutlarından pozisyon kalibrasyon veya manuel kalibrasyon ile yapabilirsiniz. Komutların kullanımını anlamak için GMTSuite yardım menüsünden, formda hareket komutları ile ilgili dökümandan veya 4. eğitim videosuna bakabilirsiniz...
İlgili PDF'te 6. sayfada anlatışmış: http://forum.gmtcontrol.com/index.php?/topic/497-gmtsuite_hareket_kontrol_mutlak_çalışma/
PLC Eğitim videoları 4. videoda 59. dakikadan sonra anlatılmış: https://www.youtube.com/watch?v=zyvhIQZDO3M&t=3536s