egecanbiryan
-
İçerik sayısı
68 -
Katılım
-
Son ziyaret
-
Days Won
9
İçerik Türü
Profiller
Forumlar
Günlükler
Takvim
egecanbiryan kullanıcısının paylaşımları
-
@alfasuiti PLC' yi GMTSoft' dan GMTSuite' e güncellediyseniz ve GMTSoft programı üzerinden PLC' ye bağlanmaya çalışıyorsanız bunu yapamazsınız. PLC' yi sıfırlamamız için firmaya yönlendirmeniz gerekiyor.
-

Analog çıkış değerini rampa fonksiyonu ile değiştirmek istiyorum
konu, egecanbiryan kullanıcısının konusunu cevapladı: GMTSuite FORUM
Bu şekilde çalışıyor.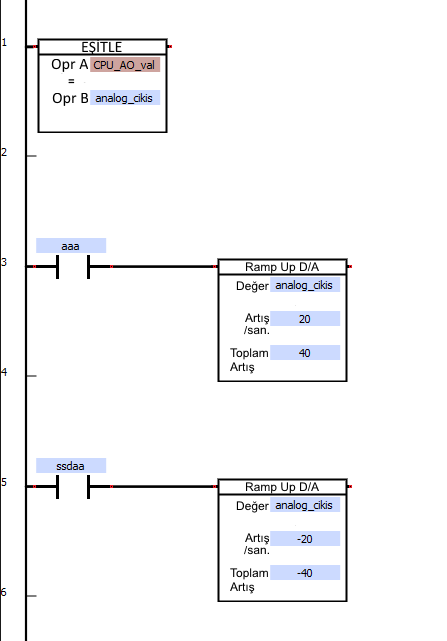
- 5 yanıt
-
- 1
-

-
Analog çıkış değerini rampa fonksiyonu ile değiştirmek istiyorum
konu, egecanbiryan kullanıcısının konusunu cevapladı: GMTSuite FORUM
Bu şekilde yapınca rampa süresince analog çıkış değeri(CPU_AO_val) de artıyor. Bu şekilde yapmak istemiyor muydunuz?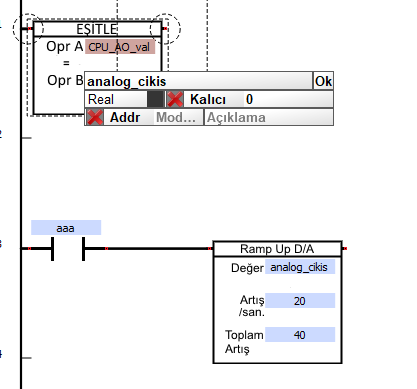
-
Analog çıkış değerini rampa fonksiyonu ile değiştirmek istiyorum
konu, egecanbiryan kullanıcısının konusunu cevapladı: GMTSuite FORUM
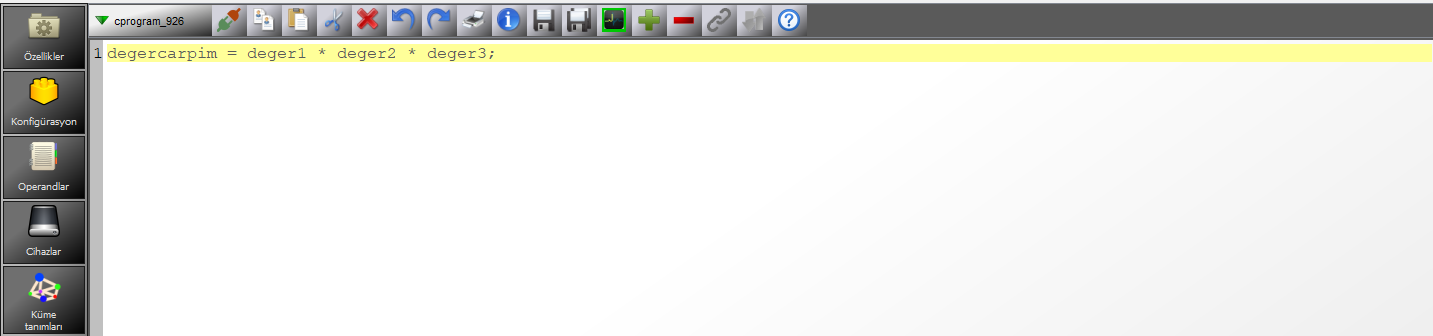
Farklı veri tiplerinde(real alana integer veri tipi girmeye çalışma) olduğu için değişken ismini o kısma giremiyorsunuzdur. Eşitle komutu kullanarak integer' dan real' a veya real' dan integer'a geçiş sağlanabilir. -
TSG-070E ile MODBUS TCP verileri çekilebilir. Araya PLC koymanıza gerek yoktur.
- 1 yanıt
-
- 1
-
-
"Olay Görüntüleme" ve "Geçmiş Olay Görüntüleme" komponentinin kullanımı ile ilgili örnek PDesigner projesine ekten ulaşabilirsiniz. İyi çalışmalar. 1758615491_OLAY_GORUNTULEME_LSTES.rar
-
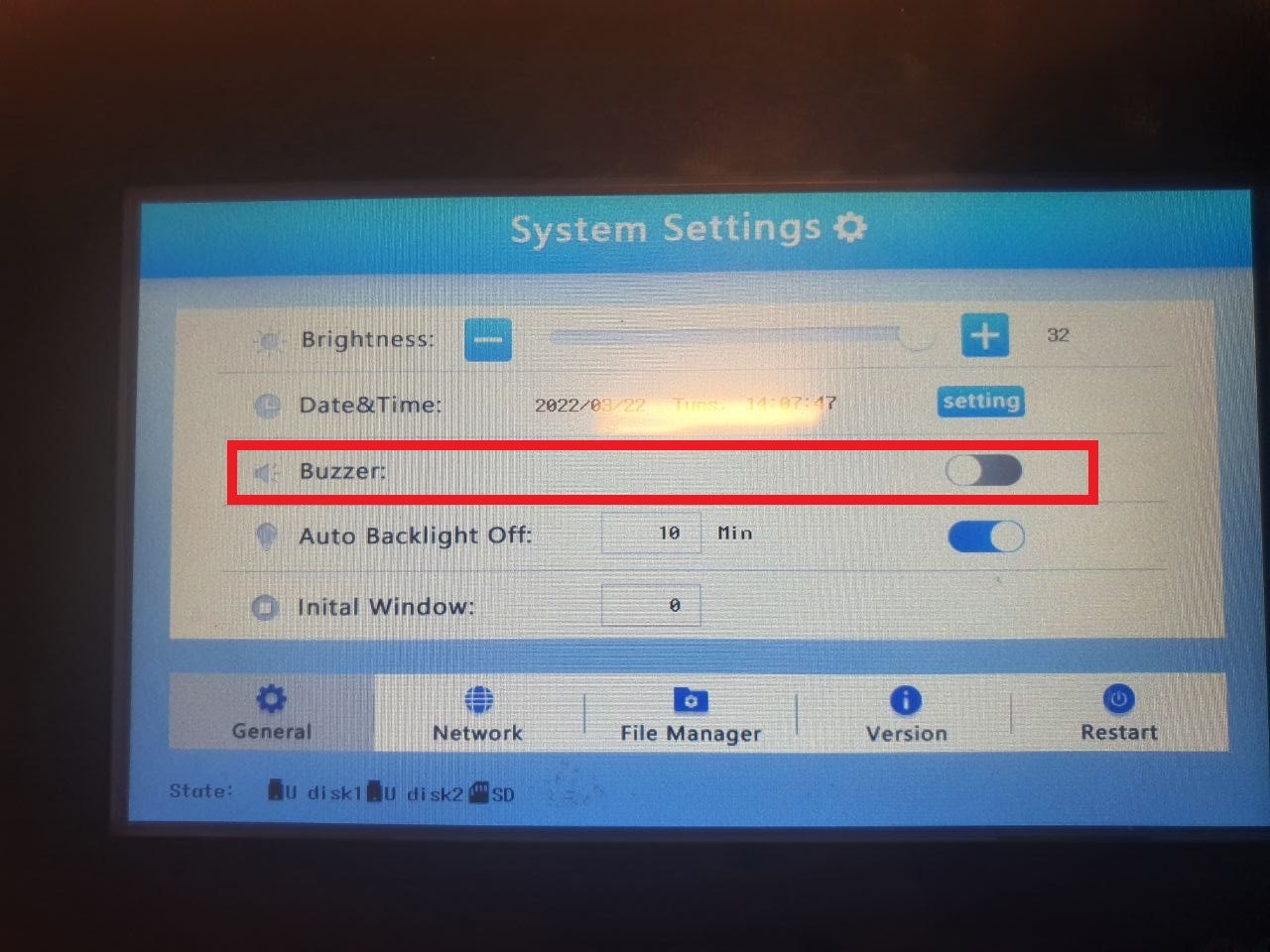
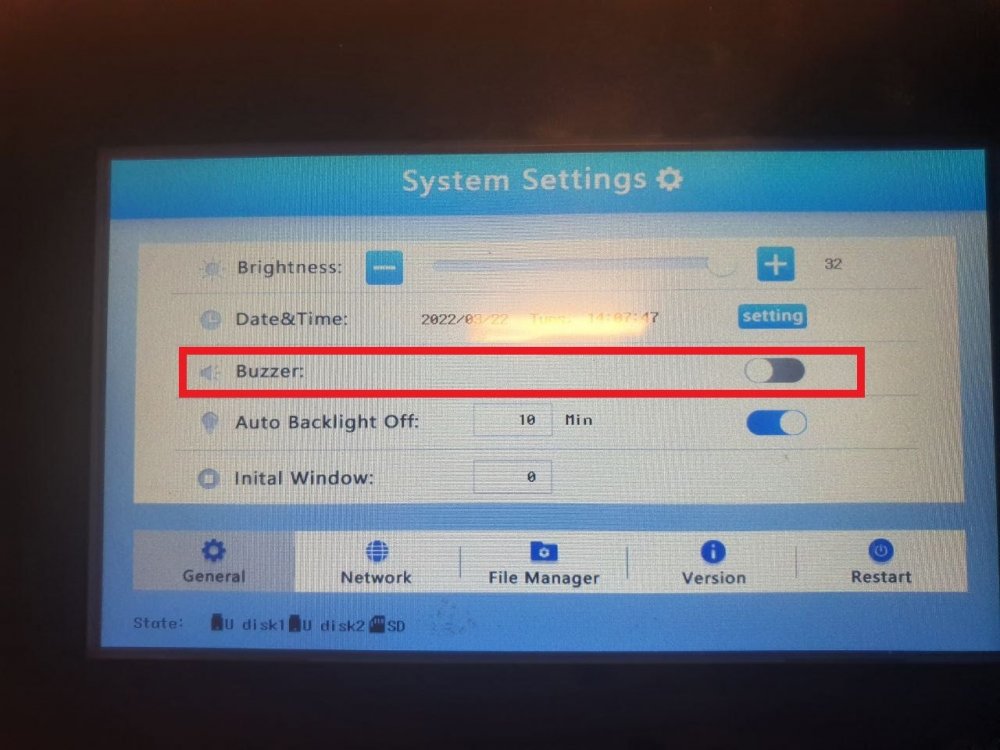
Merhaba HMI' da enerji yokken ekranda herhangi bir yere parmağınızla basılı tutun ardından HMI' a enerji verin "System Settings" arayüzü gelecektir. Bu kısımdan Buzzer'ı aktif edebilirsiniz.
- 2 yanıt
-
- 1
-

-
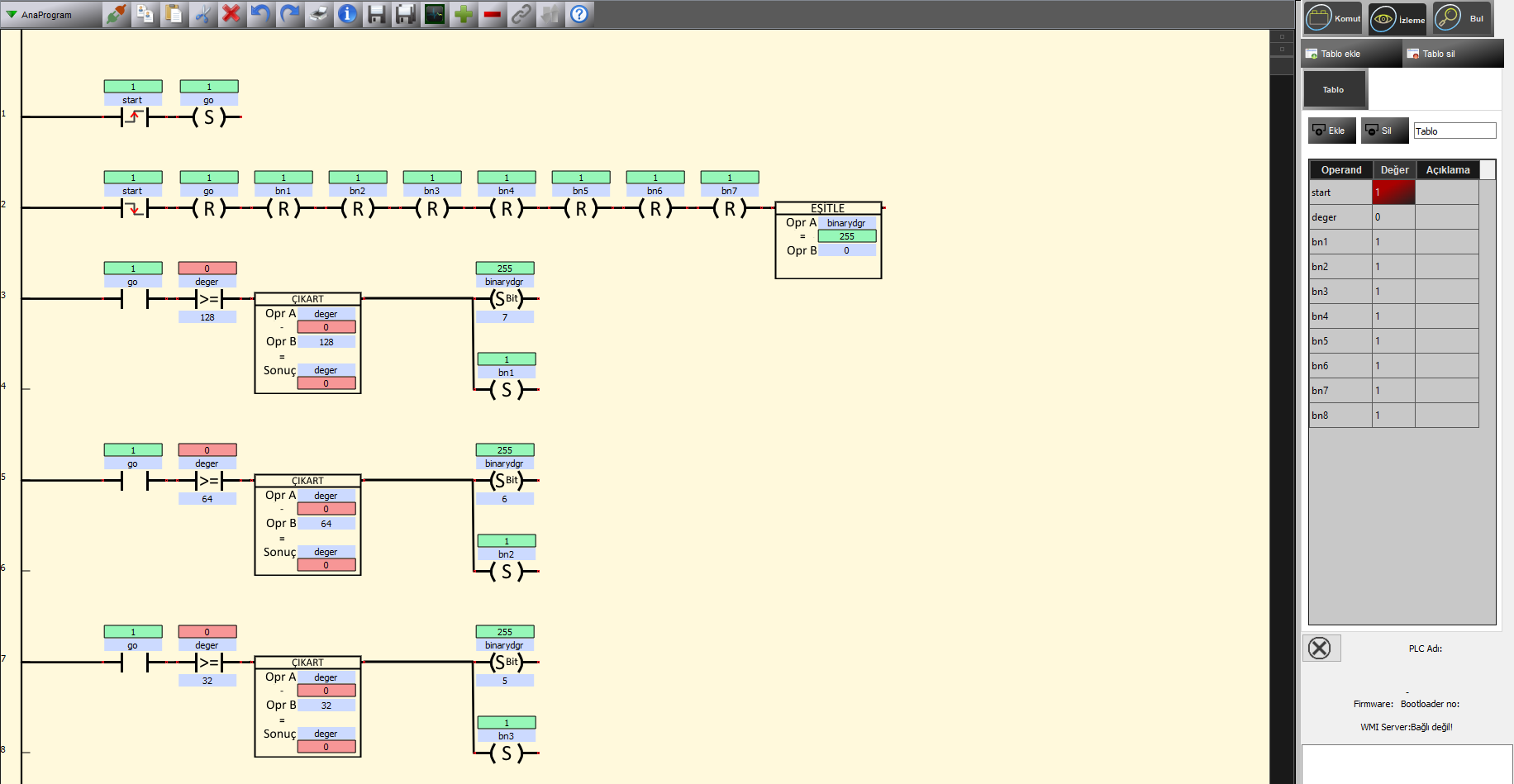
Decimal sayıyı binary e çevirme
konu, egecanbiryan kullanıcısının konusunu cevapladı: GMTSuite FORUM
Merhaba Erkan Bey, Bununla ilgili benzer bir örneğe ekten ulaşabilirsiniz. İyi çalışmalar. decimal_to_binary.gpf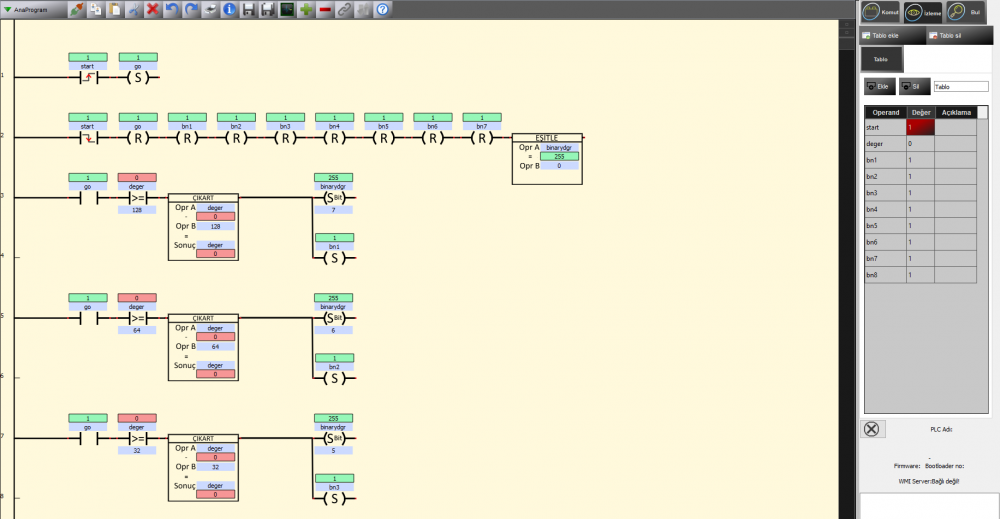
-
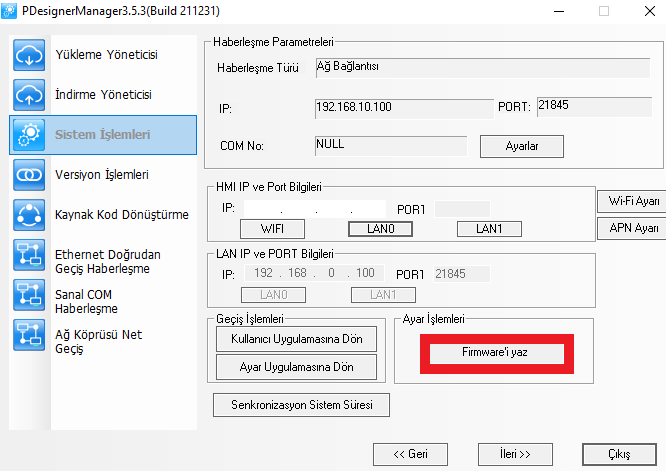
Bu ekran HMI' da açık kalsın ardından Pdesigner' da Araçlar -> Sistem Yöneticisi -> Sistem İşlemleri kısmından firmware update yapabilir misiniz. Güncellemeden sonra düzelmesi lazım.
-
System settings' in altındaki firmware update sekmesine basınca da aynı şekilde mi kalıyor?
-
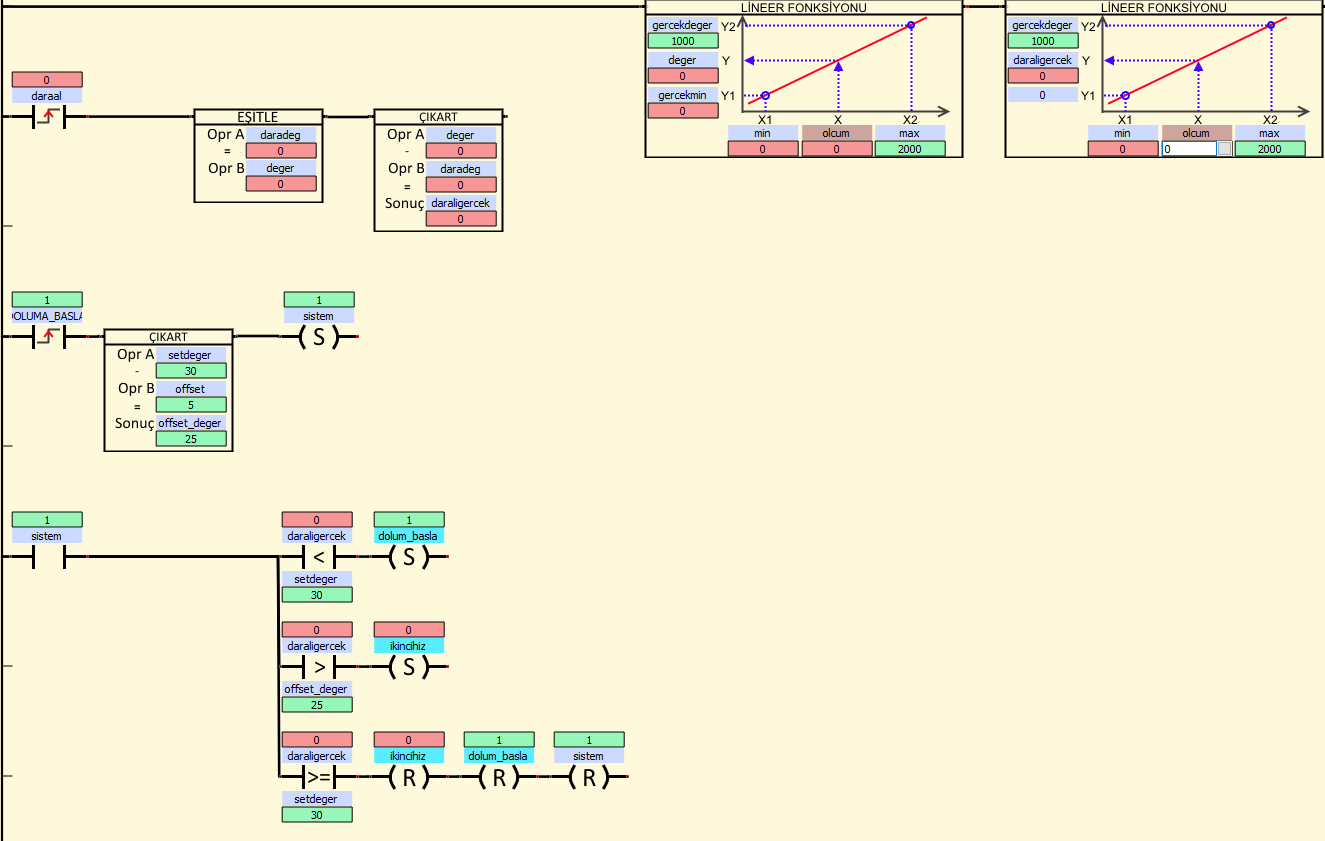
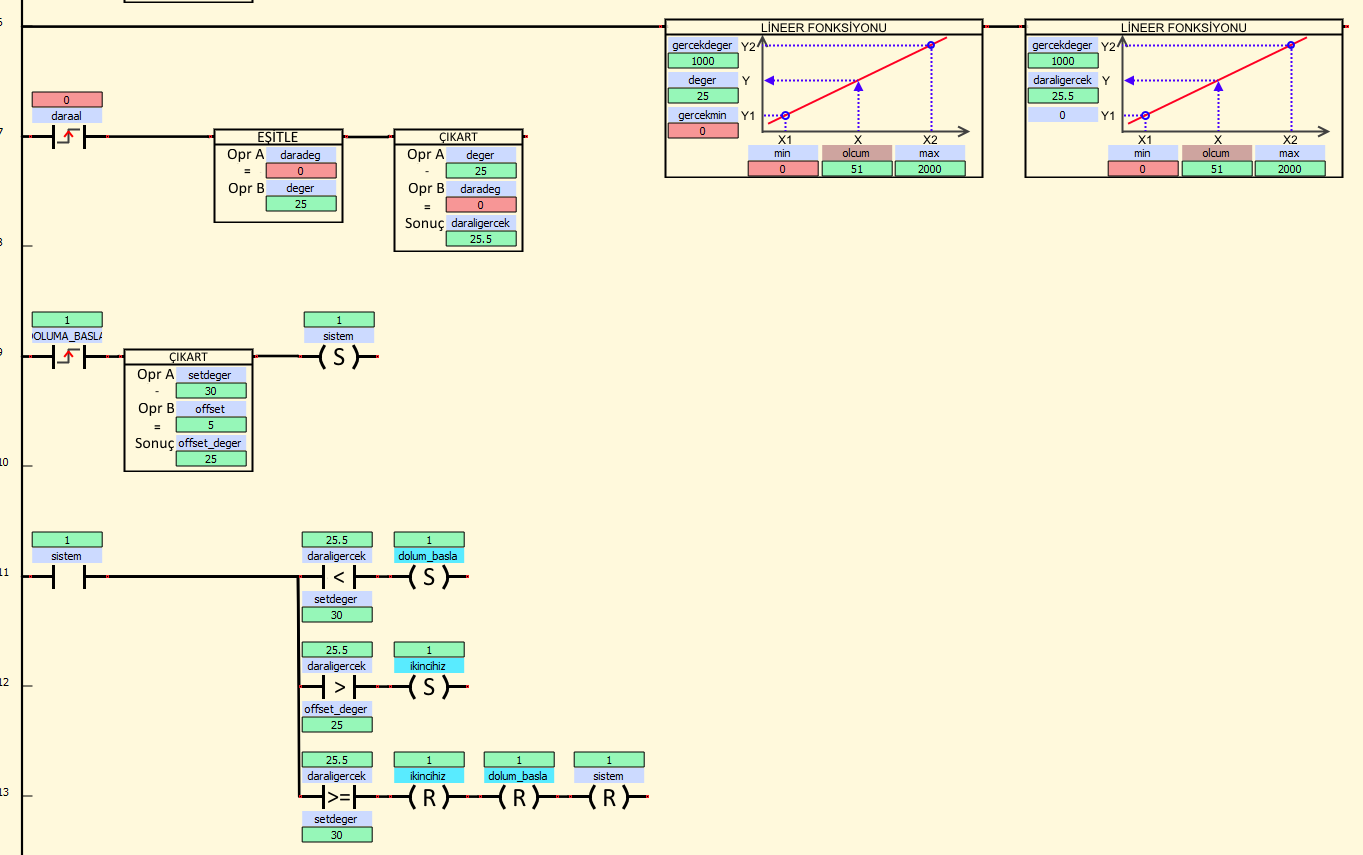
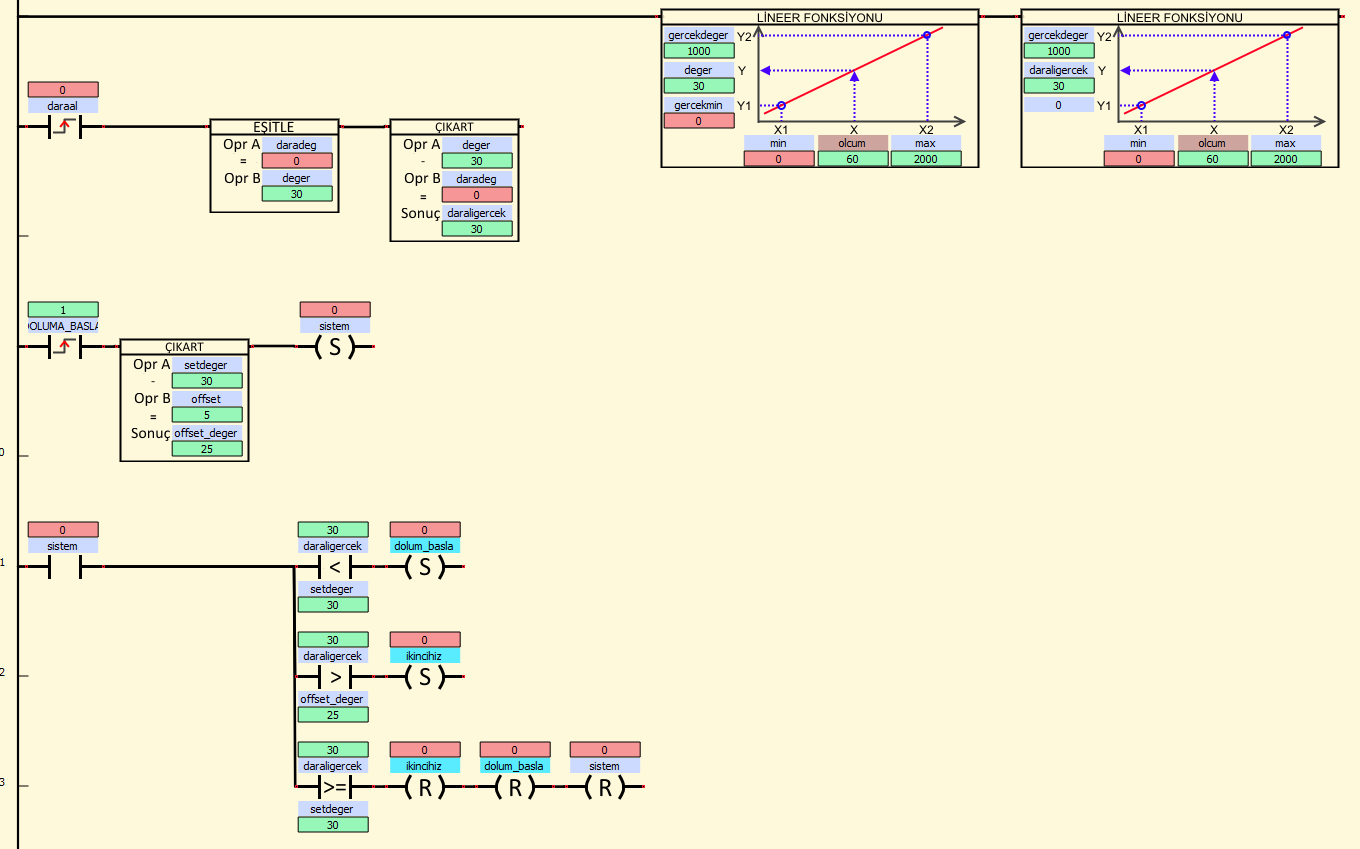
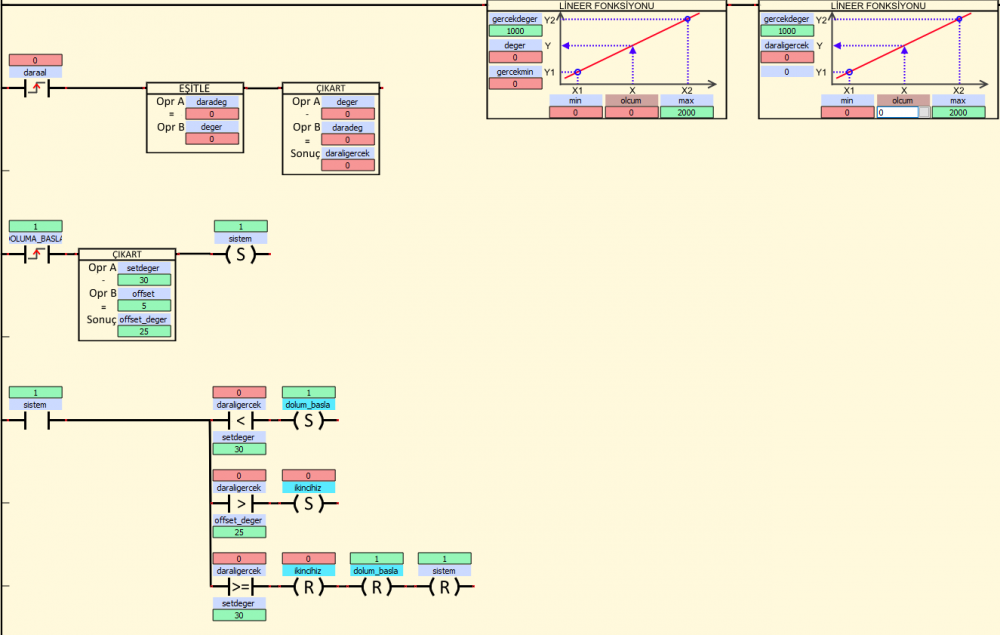
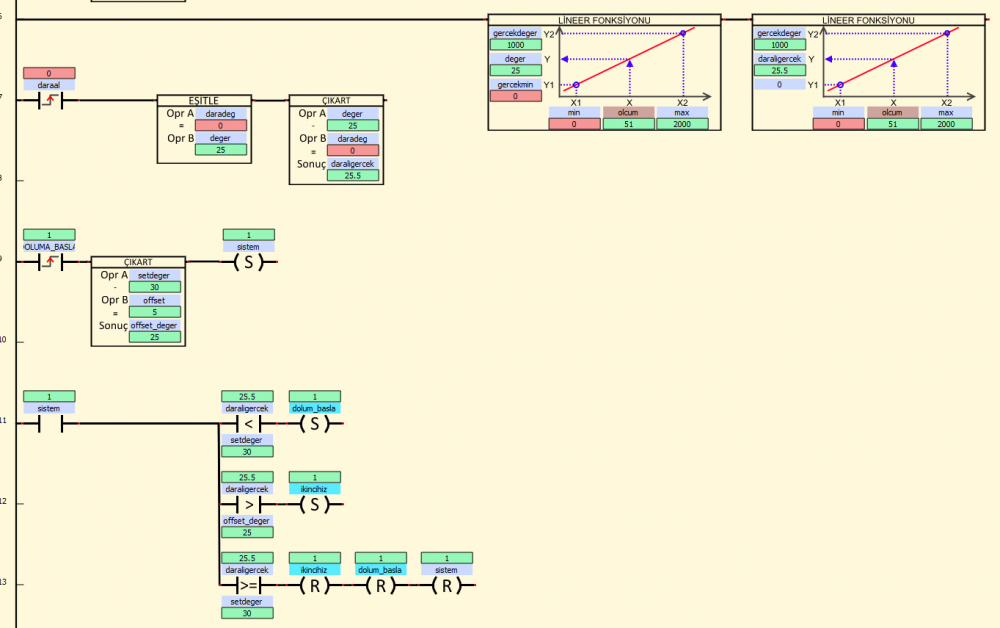
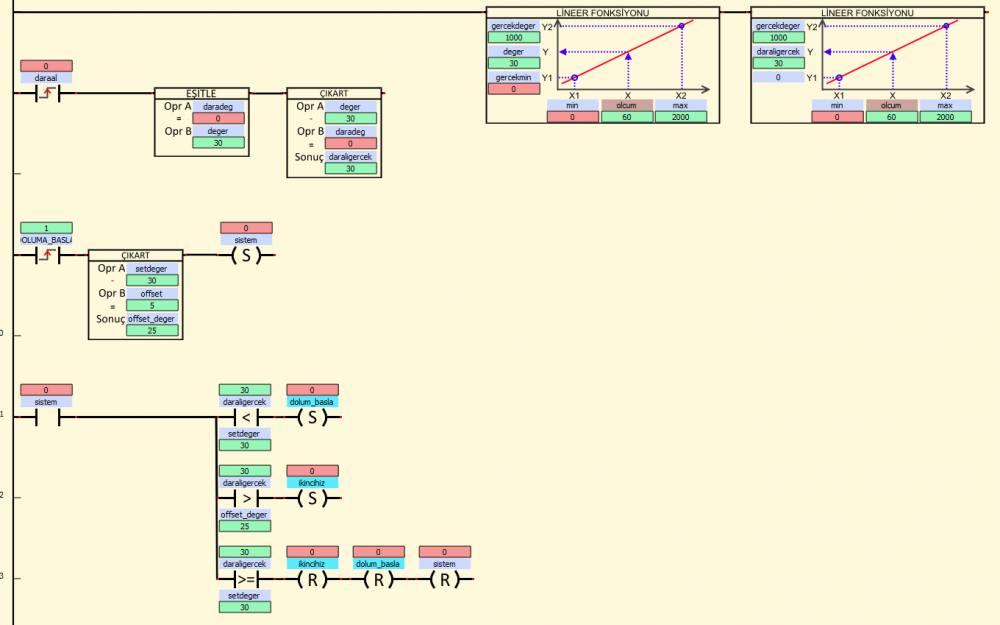
1. DURUM : Dolum işleminin başlaması. 2. DURUM : İkinci hızda dolumun gerçekleşmesi. 3. DURUM : Dolum işleminin bitmesi.
- 4 yanıt
-
- 2
-
-
Veriyi virgüllü şekilde görmek istiyor iseniz aynı eksendeki diğer değişken tiplerinin de real olarak atanması gerekiyor. Programınızdaki "gercekdeger" register'ı real olarak ayarlanlandı. Dolum miktarına göre hız değişikliği yapmak için programınızda birkaç değişiklik yaptım. Üç ayrı hız için 2 farklı offset değeri tanımlayıp yine karşılaştırma komutu kullanarak farklı frekansa geçiş işlemini gerçekleştirebilirsiniz. gmt_loadcell.gpf
-
gsr-2118r ile ürünü bir yerden diğer yere taşıma
konu, egecanbiryan kullanıcısının konusunu cevapladı: Ekranlı Mini PLC FORUM
Yaşadığınız problem yalnızca online simülasyonda mı gerçekleşiyor yoksa offline simülasyonda da aynı problemle karşılaşıyor musunuz? Programınızı kendi bilgisayarımda açtığımda dikkatimi çeken bir nokta olmadı belki bilgisayarınızdaki GMTSuite' in versiyonu eski olabilir. -
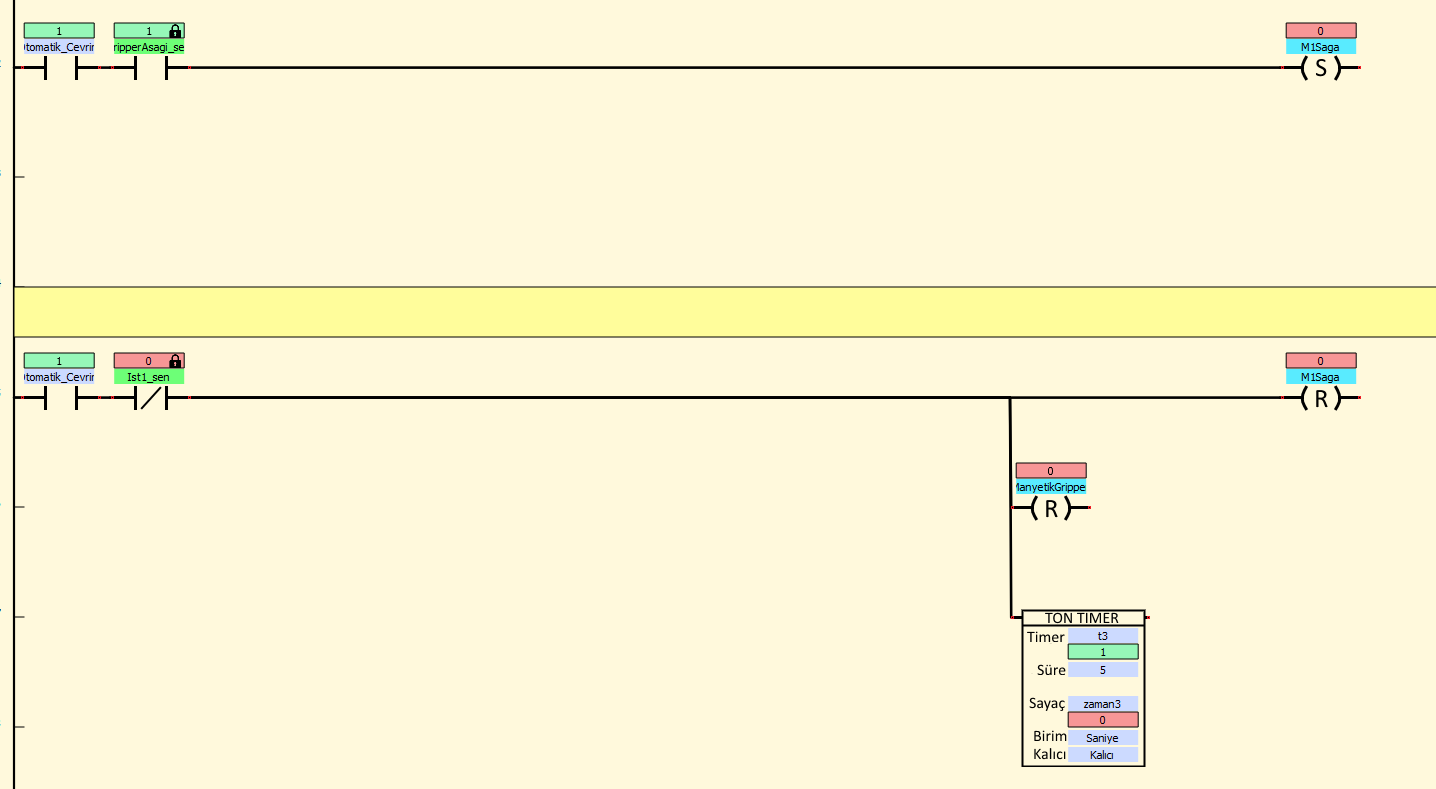
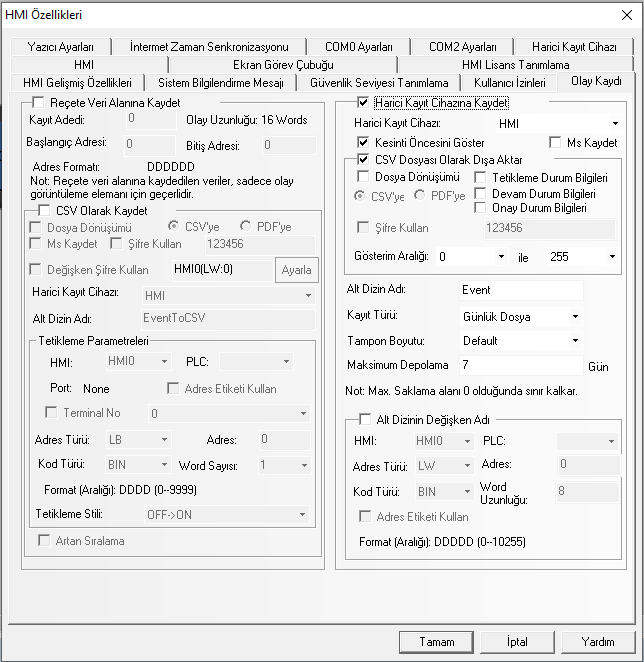
Motorun aktif olmasıyla birlikte çalışan ton timer' ın(timer'ı kalıcı olarak ayarlayın) sayaç değerini kullanıp bu değeri matematiksel işlemler ile saat, dakika cinsine dönüştürüp bu dönüştürdüğünüz registerların da modbus adresini açtıktan sonra bu adresten HMI' ın RW adreslerine veri transferi yaparak toplam çalışma süresini HMI' da saklayabilirsiniz. Olay gösterimini ise Olay bilgi listesine motorların çıkış kontaklarının modbus adreslerini yazarak sağlayabilirsiniz. Ardından olay kaydı için konfigürasyon sayfasında HMI' ın üzerine çift tıklayarak Olay Kaydı sekmesinden Harici Kayıt Cihazına Kaydet seçeneğini işaretleyerek bu bilgileri saklayabilirsiniz. Pencere üzerinde bu kayıtları göstermek istiyor iseniz Olay Görüntüleme komponentini kullanabilirsiniz. Sizlere daha iyi yardımcı olabilmemiz için firma ile irtibata geçebilirsiniz.
-
HMI' daki kalıcı hafıza adreslerimiz RW adresleridir yani enerji gidip tekrar gelince bu adreslerdeki değerler sıfırlanmaz en son değeri saklar. Konfigürasyonunuzda tam olarak hangi cihazlar vardı?(PLC, step, servo, inverter vs.) Yani elinizde zaten çalışma saati ve dakika verileriniz mevcut bunu HMI' da hafızada saklamak mı istiyorsunuz yoksa ek olarak bu değerleri de mi hesaplamak istiyorsunuz?
-
gsr-2118r ile ürünü bir yerden diğer yere taşıma
konu, egecanbiryan kullanıcısının konusunu cevapladı: Ekranlı Mini PLC FORUM
Merhaba, Set ve reset durumlarını izleyemiyorum derken "M1Saga" register' ının aşağı sensör görse bile set olmamasından bahsediyorsanız bunun alt satırdaki şartın da reset olarak sağlanmasından dolayı olduğunu söyleyebilirim. Set ve reset çıkışlarını kullanacak iseniz uygulamaya göre kontakların yükselen veya düşen kenarının kullanılması gerekmektedir. Programınızda ekteki görselden de anlaşılacağı üzere her iki satır da koşulu sağlıyor ladder sisteminde program her döngüde soldan sağa yukarıdan aşağı şekilde okunduğu için ve en alt satırda da "M1Saga" değişkeni sürekli resetlendiği için set konumuna gelmiyor . Yani özetle sensörlerin ve uygulamadaki bazı giriş koşullarının normalde açık kontaklarını yükselen kontak ile değiştirerek problemi çözebileceğinizi düşünüyorum. Başka bir durumdan kaynaklanan bir problem ise dilerseniz firmayı arayabilirsiniz oradan daha iyi çözüm sağlayalım.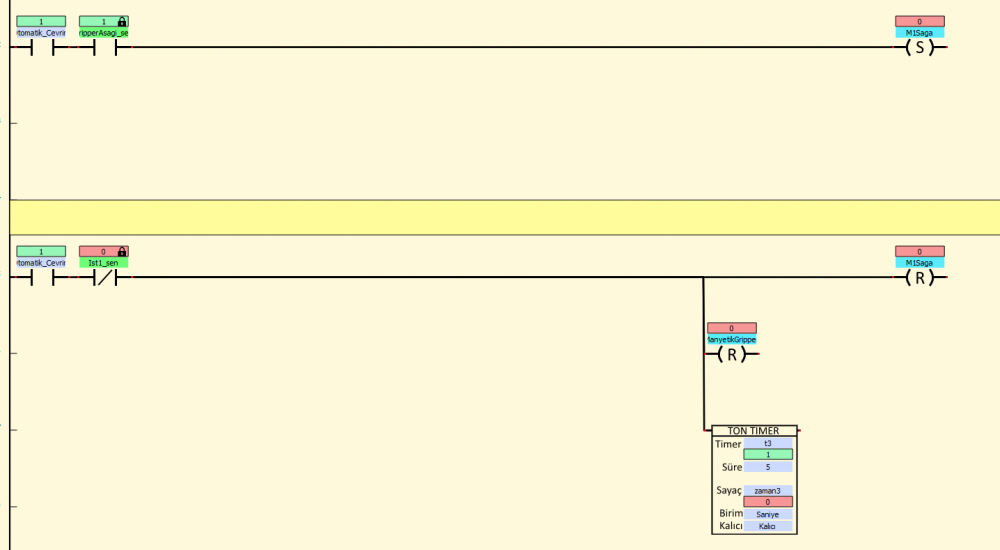
-
GMT ve Enerji Analizörü ile Yük atma ve Yük alma
konu, egecanbiryan kullanıcısının konusunu cevapladı: GMTSuite FORUM
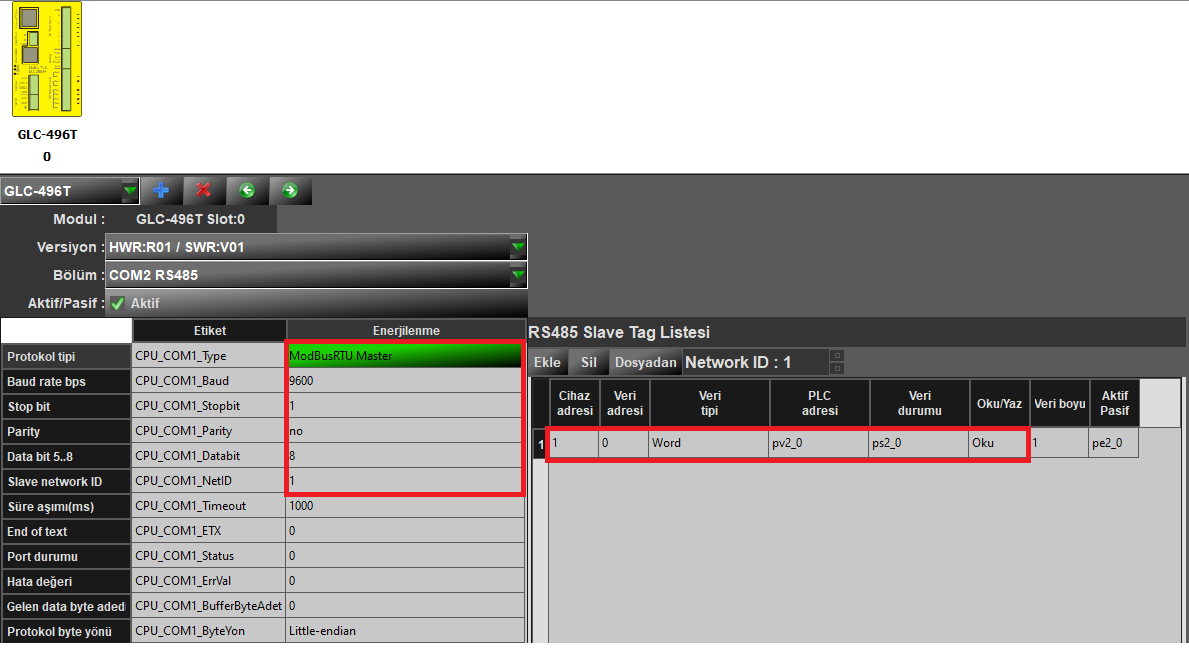
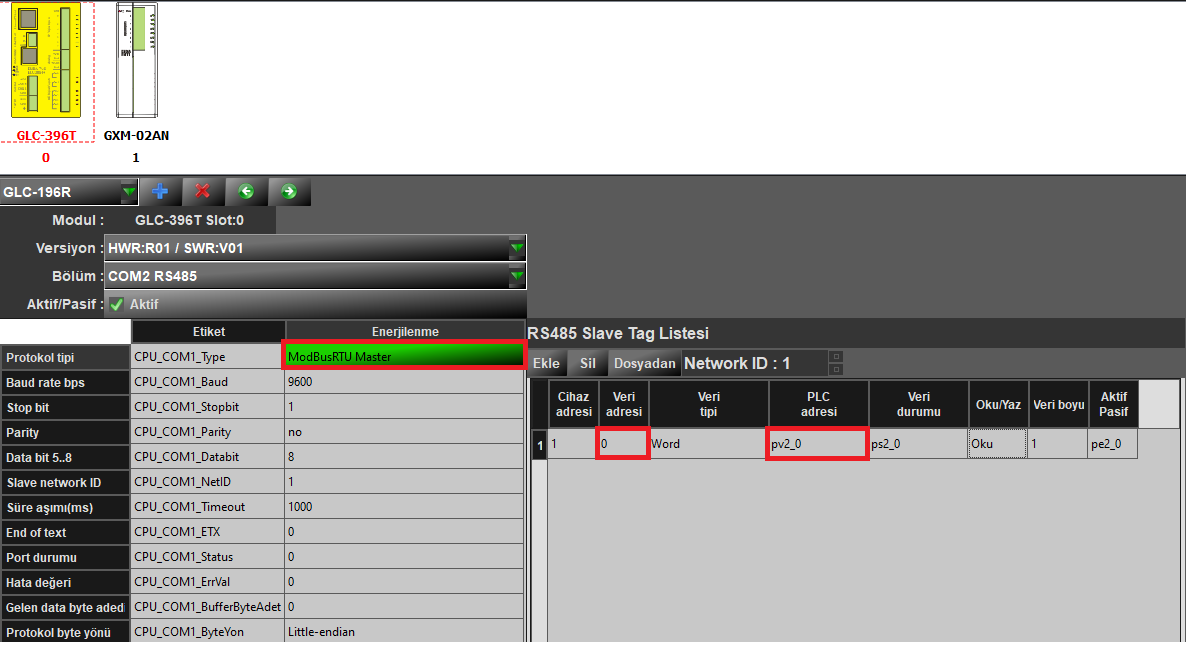
Merhaba, Öncelikle konfigürasyon kısmındaki bölüm sekmesinden COM2 RS485' i aktif edin ardından RS485 haberleşmek istediğiniz cihazın haberleşme ayarlarını sol kısımdaki işaretli alana giriniz. Ardından RS485 Slave Tag listesindeki veri adresi kısmına kontrol etmek istediğiniz veya izlemek istediğiniz adres değerini girin(eğer haberleşme sağlayamaz iseniz ilgili adrese 40001 değerini ekleyip tekrar deneyin örn. 8192+40001 = 48193). Kontrol etmek yani veriyi değiştirmek istiyorsanız "Oku/Yaz" kısmını "Yaz", izlemek istiyorsanız "Oku" olarak ayarlayın. Oku olarak ayarlar iseniz belirlediğiniz veri adresinden PLC adresine(örn. "pv2_0") bir aktarım gerçekleşir. Yaz olarak ayarlar iseniz "pv2_0" plc adresinden belirlenen veri adresine aktarım gerçekleşir. Bu ayarları yaptıktan sonra plc adresindeki register'ın(örn. "pv2_0") modbus haberleşme adresini açarsanız GMT SCADA üzerinden de kontrol ve izleme işlemlerini gerçekleştirebilirsiniz.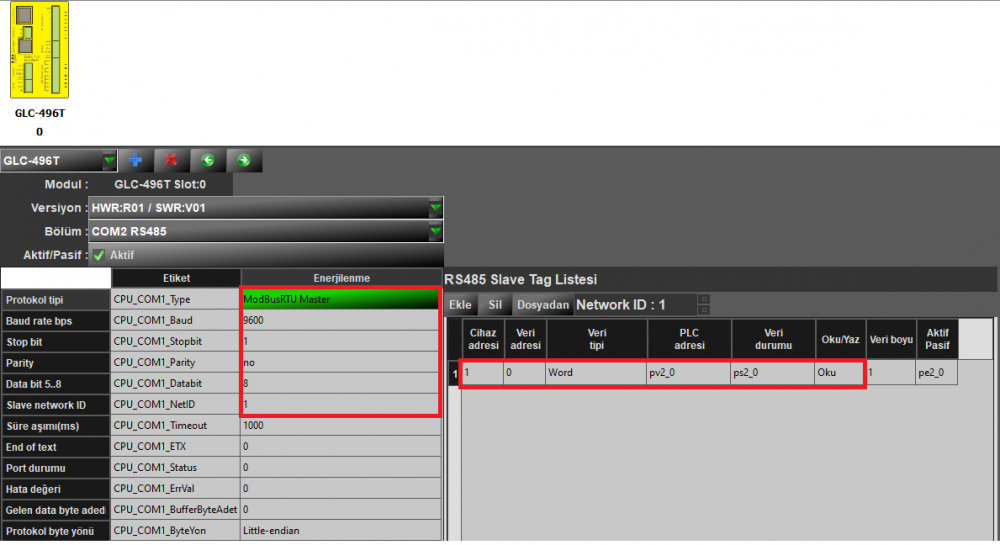
-
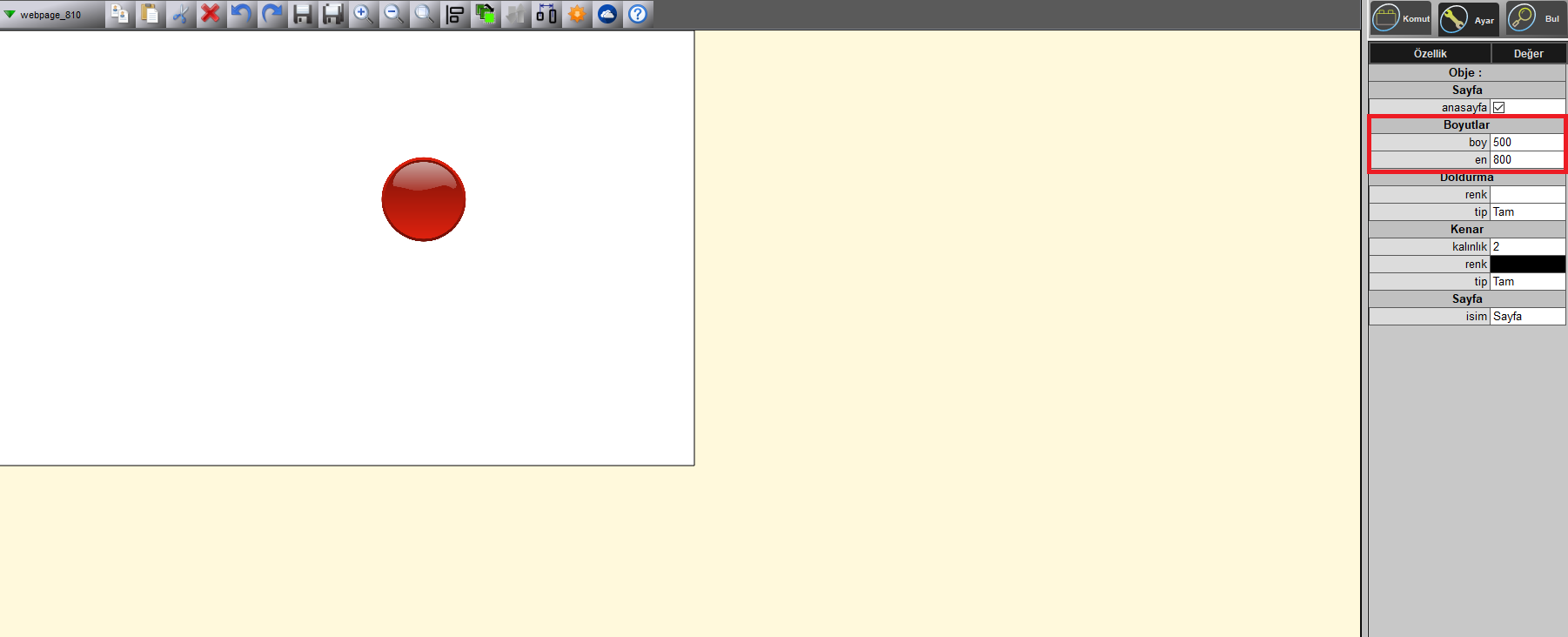
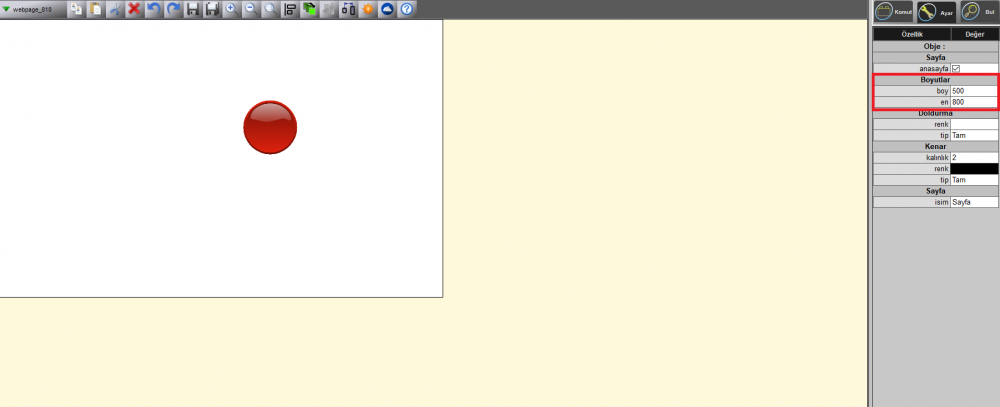
Merhaba, görseldeki işaretli kısımdan scada ekran büyüklüğünü değiştirebilirsiniz. İyi çalışmalar.
-
Bilgisayarınızın ekran çözünürlüğünden kaynaklanıyor olabilir.
-
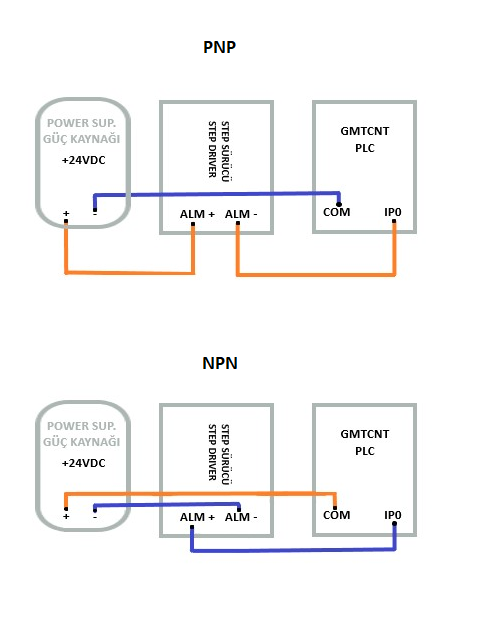
GLC PLC - IGSS573620 - IGSS603630 Step Sürücü Alarm çıkışı bağlantısı
bir konuya egecanbiryan içerik ekledi : Teknik Dökümanlar
-
Eş - Parallel Döngülü Adım Programlama
konu, egecanbiryan kullanıcısının konusunu cevapladı: GMTSuite FORUM
Bir önceki adımın hala aktif gözüküyor olma sebebi birden fazla adim değişkeni tanımlanmasından ve bu değişkenlerin değerlerinin istenilen koşula hala uymasından kaynaklanmaktadır. Yapmak istediğiniz proje için kolaylık sağlaması açısından tavsiyemiz adım komutları yerine karşılaştırma ve eşitle komutlarının kullanılması yönündedir. Bu konu hakkında daha detaylı bilgi almak için firmamızı arayabilirsiniz. İyi çalışmalar. -
GMTSUITE_PID_AÇIKLAMALARI.pdfGMT_PID_EGITIM.gpfGMT_PID_EGITIM.gpfGMT_PID_EGITIM.gpf Merhaba Cansu Hanım, PID ile ilgili dökümana ve örnek GMTSuite programına ekten ulaşabilirsiniz. Konu ile ilgili daha iyi destek almak isterseniz firmayı arayabilirsiniz. İyi çalışmalar.
- 3 yanıt
-
- 2
-
-
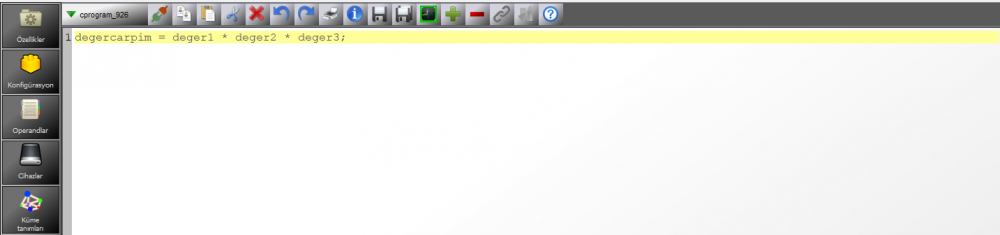
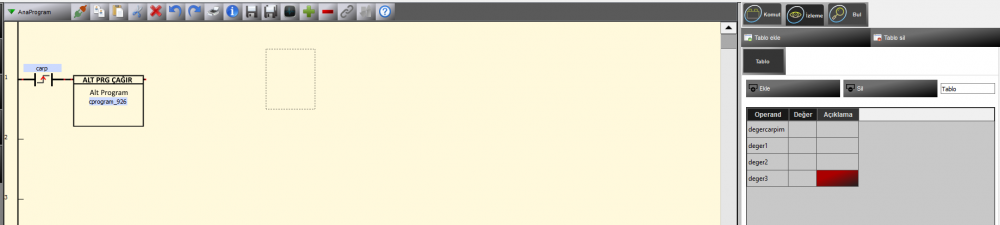
C Alt programı ile tek seferde bu işlemi yapabilirsiniz. dfghjkl.gpf
-
cv20 kınco inverter ve glc396R Modbus
konu, egecanbiryan kullanıcısının konusunu cevapladı: GMTSuite FORUM
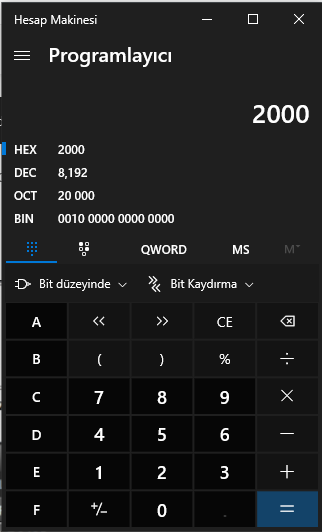
Haberleşmek istediğiniz hexadecimal adresi decimale çevirdikten sonra bu sayıya 40001 ekleyin(Örneğin 2000h için decimal karşılığı 8192, 8192+40001 = 48193), ardından RS485 Slave Tag Listesi kısmındaki veri adresi kısmına yazın. PLC kısmında bu veriyi okumak için de PLC adresi kısmındaki register' ı(şekildeki örnekte "pv2_0" registerı) izleme penceresine ekleyebilirsiniz.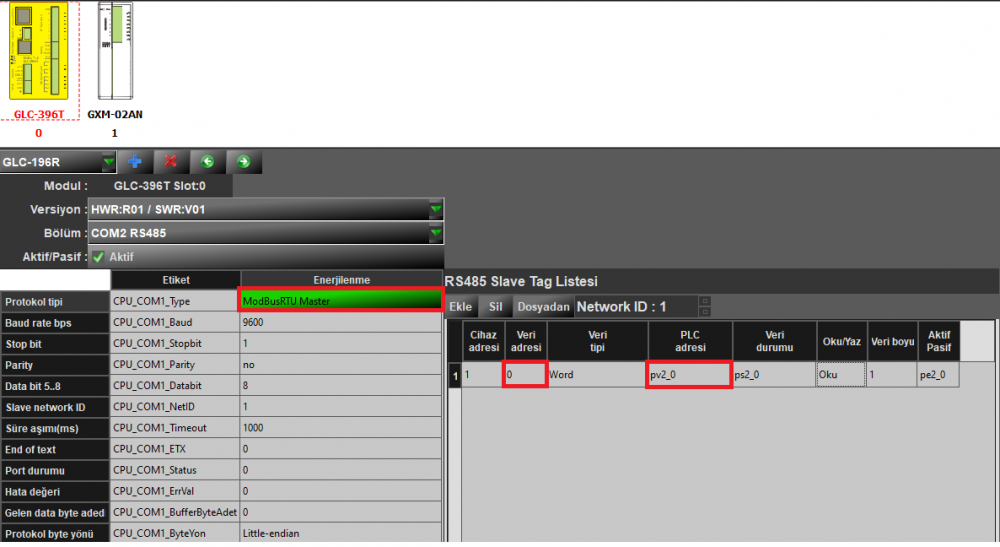
-
Tam olarak kaç adet dijital ve analog giriş çıkış, hangi haberleşme türü gibi bilgileri bizimle paylaşırsanız size daha iyi yardımcı olabiliriz. Örneğin asenkron motoru nasıl kullanacağınız(haberleşme, terminal uçları vs.), HMI-PLC haberleşmesi nasıl sağlanacak gibi bilgiler biraz açık uçlu kalmış. Dilerseniz firmayı arayın öyle yardımcı olalım ya da daha kapsamlı bir şekilde yapmak istediğiniz sistemi açıklarsanız size en uygun şekilde konfigürasyon önerisinde bulunabiliriz.