


HaciAkyurt
-
İçerik sayısı
31 -
Katılım
-
Son ziyaret
-
Days Won
8
İçerik Türü
Profiller
Forumlar
Günlükler
Takvim
İletiler bölümüne HaciAkyurt kullanıcısının eklediği dosyalar
-
-
kayali27, 15 saat önce yazdı:
Hacı Bey Merhabalar,
Öncelikle verdiğiniz bilgiler için teşekkürler.
Dev/dk formülünde gönderilen frekans değeri kontrolcü den gelen pto sinyalinin frekansı mıdır ?
Merhaba,
GMTCNT PLC, PWM sinyal ürettiğini hatırlatmak isterim. PTO darbe üreten kontrolcüler için de aynı hesaplama geçerlidir.Step motorun çalışma verimini artırmak için 180W 3 çıkışlı trafo tavsiye ettim. ALM- ve ALM+ uçlarındaki gerilim 24v olacaktır. Alarm çıkış bağlantısı aşağıdaki gibidir:
-
 2
2
-
-
zamzam23, 21 saat önce yazdı:
Selamlar,
PLC modelimde rtc yok. HMI'daki rtc yi kullanarak bazı süre ölçümleri yapmak istiyorum. HMI' ın saat verilerini tuttuğu registerleri PLC ile nasıl okuyabilirim?
Teşekkürler.
Selamlar,
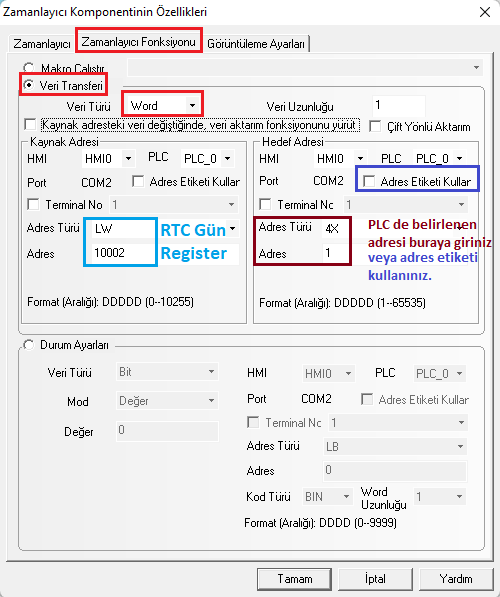
RTC özel registerları şu şekildedir:
LW10000 Saniye (0-59)
LW10001 Dakika (0-59)
LW10002 Saat (0-23)
LW10003 Gün (0-31)
LW10004 Ay (0-12)
LW10005 Yıl (2000-2037)
LW10006 Hafta Günü (0-6) (0=Pazar … 6=Cumartesi)
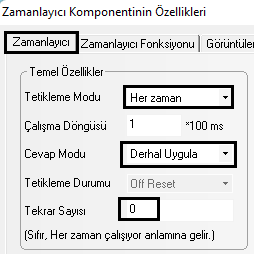
HMI'dan PLC'ye farklı metodlarla veri transferi gerçekleşebilmektedir. Zamanlayıcı fonksiyon komponenti ile olan veri aktarma işlemini şu şekilde yapabilirsiniz.Öncelikle zamanlayıcı komponentini genel pencerede kullanın.
 -->
-->  -->
--> 
İyi çalışmalar.
-
 2
2
-
-
Merhaba, pDesigner da PLC modelini GMTSUITE PLC olarak seçin; düzelecektir.
İyi çalışmalar
-
Merhaba,
Microstep ayarının (pals ayarının) yükseltilmesi, titreşimin azaltılması için doğru bir tercih ise de çok yüksek hertz rakamları sürücülerin algılama seviyesinin üzerine çıkmakta bu da kayıp pals manasına gelmektedir. Otomasyon uygulamalarında ve Freze (cnc router) uygulamalarında 1600 pals, 2000 pals veya 3200 pals, lazer gibi uygulamalarda titreşimi iyice azaltmak için 5000 pals veya 8000 pals ayarı tavsiye edilmektedir.Ayrıca Forum sayfamızda yer alan step motorların tork-hız eğri grafiklerine bakarak kullandığınız step motorun etkin ve verimli çalıştığı hız-tork aralığını inceleyebilirsiniz:
http://forum.gmtcontrol.com/index.php?/topic/494-step-motor-tork-hız-eğrileri/
Eğer GSTD2860 kullanıyorsanız; 1 adet step sürücüyü ürünlerimiz arasında yer alan 180W 3 ÇIKIŞLI TRAFO (TRF180-220-070-3) ile besleyin.Dev/Dk cinsinden step motorun hız hesabı;
Dev/Dk =(Gönderilen Frekans (Hz) x 60 (sn)) / (Sürücü switchlerinden ayarlanan pulse)
İyi çalışmalar.-
3
-
-
Merhaba,
RTC'nin plc'de enerji yokken de çalışabilmesi için supercapasitor kullanılıyor.
RTC'nin saydığını nereden takip ediyorsunuz? Online olup izleme kısmından mı?
-
1
-
-
Merhaba,
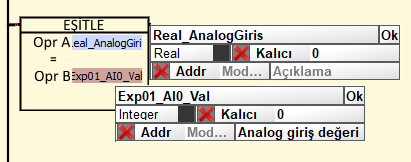
Matematik komutlarından 'eşitle' komutu ile word değişkeni real değişkene dönüştürebilirsiniz.Analog input değerinin operant tipi fabrika ayarı olarak integer tanımlıdır. Integer değeri real değişkene atama örneği aşağıda yer alan görseldeki gibidir.
İyi çalışmalar.
-
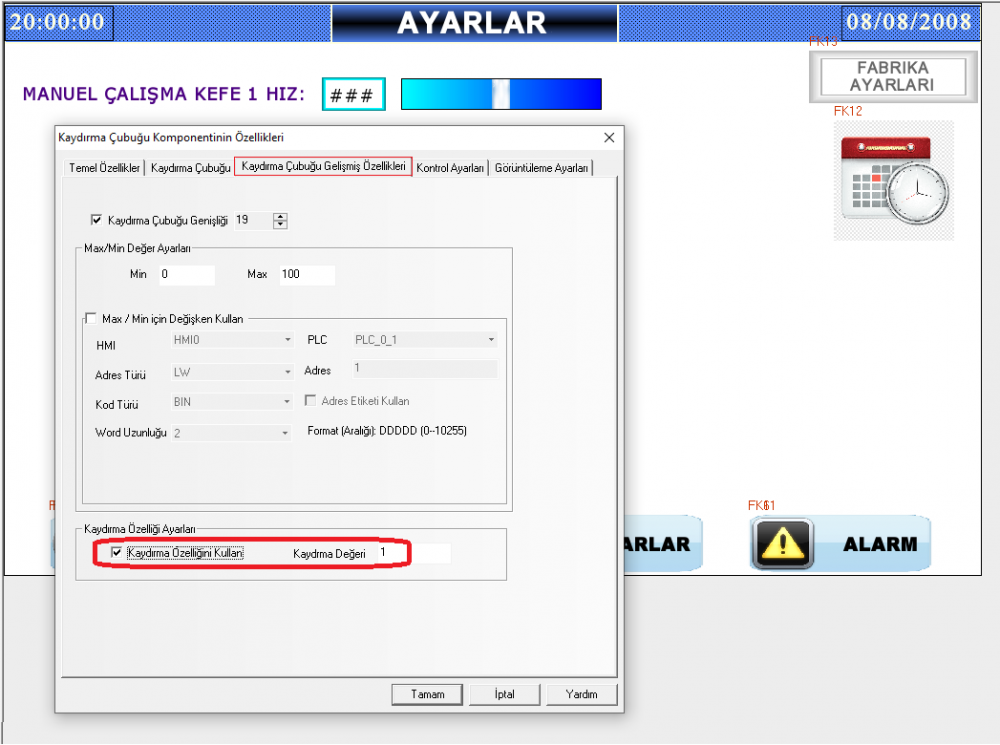
Tam istediğiniz gibi olmasa da kaydırma çubuğu ile anlık değişikliği aşağıdaki metotla sağlayabilirsiniz.
'Kaydırma özelliğini kullan' seçeneğini aktif ettikten sonra 'kaydırma değeri'ne bir değer girin. Uygulamada veya simülasyonda kaydırma çubuğunun sağına dokunursanız belirlediğiniz değer kadar ekler soluna dokunursanız belirlediğiniz değer kadar azaltır.İyi çalışmalar.
-
Merhaba Osman Bey, bunun herhangi bir ayarı yok. Mevcut paneller resiztif özelliğe sahip olduğu için elinizi çektiğiniz an tepki verir.
-
Merhaba,
Bir çok yerde kullandım, sıkıntı yaşamadım. Yaptığım uygulamalarda genelde loadcell den gelen bilgiye göre AC sürücünün frekansını PLC-AC Sürücü haberleşmesi ile değiştirdim.
Ayrıca GMT ile yurt dışına bir çok makine gönderdim.
Böyle bir sıkıntıdan endişe ediyorsanız; makineyi göndermeden önce testini iyi yapın.
Elektriksel gürültüyü azaltmak için güç ve kumanda kablosunu farklı yerlerden taşıyın, kablo seçimine dikkat edin, topraklamanın doğru bir şekilde yapıldığından emin olun.
İyi çalışmalar…
-
1
-
-
Merhaba,
HMI ile PLC arasında haberleşme olmadığı için bit durum lambası görünmeyebilir.
Ekranda çıkan uyarı da haberleşmenin olmadığının gösteriyor.
-
Merhaba,
Step motorlarda sadece PULSE verilirse 1. yönde dönerken, PULSE ve DIR aynı anda verilirse 2. yönde döner.
Malikenes'in dediği gibi PULSE gönderirken DIR girişine daima sinyal gönderirseniz istediğiniz yönde döner. -
Merhaba, frenleme direncini herhangi bir parametre değişikliği yapmaksızın cihazın (+) ve PB uçlarına bağlantı sağlayarak doğrudan kullanabilirsiniz.
-
1
-
-
Merhaba, bildiğim kadarı ile bu şifrenin değiştirilmesini engelleyemezsiniz.
Bu problemi aşağıdaki metodu uygulayarak aşabilirisiniz.
PLC'ye enerji vermeden önce RUN tuşuna basılı tutarken PLC'ye enerji verip hata ledi bir kere yanıp sönene kadar RUN tuşuna elinizi basılı tutarsanız cihazın bağlanma şifresinini fabrika ayarına (1234) ve cihazın IP'sini otomatiğe almış olursunuz.
-
1
-
2
-
-
Merhaba, benim önerebileceğim sensör yok lakin burada lineer cetvel veya encoder kullanabilirsiniz. Bunlarla alakalı komutların kullanım örneği aşağıdaki linkte mevcut. İyi çalışmalar.
-
kk35, 23.04.2021 - 15:48 yazdı:
En azından ek modül ile enkoder bağlanılabilir şuan bir uygulamada 4 tane kullanmam gerekiyor
İki CPU haberleştirerek ek modüle yakın bir kullanım sağlayabilirsiniz. Yukardaki sunduğumuz çözüm de bu yönde.
-
Merhaba. Mevcut step motorlar haberleşme desteklememektedir. Bahsettiğiniz port fabrikada step motorun testlerinin daha kolay yapılabilmesine olanak sağlar. Kullanıma açık değildir.
Step motorları, step sürücüleri vasıtasıyla hızlı pulse çıkışına sahip herhangi bir kontrolcü ile sürebilirsiniz. -
CPU'lar 3 adet hızlı sayıcı girişi (HSC) olarak imal ediliyor. Maliyeti bir kenara bırakırsak 2 adet 396T PLC kullanmanız sizin için uygun çözüm olacaktır.
-
Merhaba, HMI linsansını online olarak değiştirebilmek için kullanabileceğiniz özel adresler ek'te yer alan görseldeki gibidir.
Bu bilgiye PDesigner'ın Yardım kısmında yer alan kullanım kılavuzunun 460. sayfasından ulaştım.
İyi çalışmalar.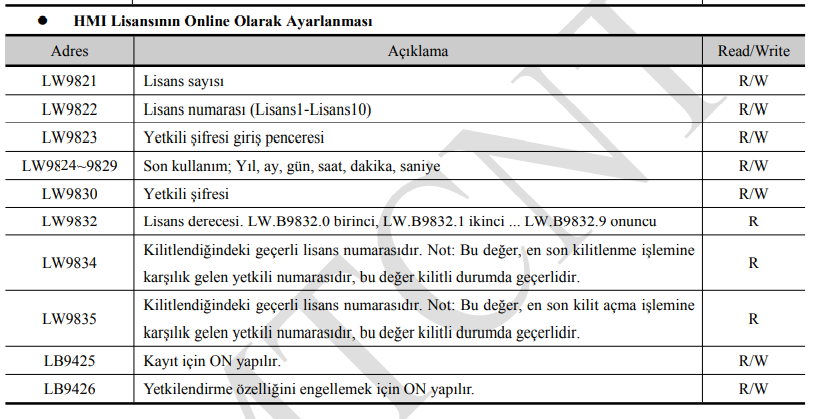

GSR-2118R de Ekrana Mesaj Yazdırma
in Ekranlı Mini PLC FORUM
gönderildi
Merhaba, sorduğunuz soruyu alarmlar üzerinden aşağıdaki görselde açıkladım. Dilerseniz bir çok farklı durum için farklı penceleri çağırabilirsiniz. İyi çalışmalar.