Hansem
-
İçerik sayısı
100 -
Katılım
-
Son ziyaret
-
Days Won
9
İçerik Türü
Profiller
Forumlar
Günlükler
Takvim
Hansem kullanıcısının paylaşımları
-
Encoderden gelen hızınız CPU tarama frekansınızın altında olduğu müddetçe, karşılaştırma ve standart set-reset komutları işinizi görecektir.
-
Barkod okuyucular ASCII veri gönderirler. HMI seri port üzerinden ASCII data okuyabilirler. Barkod okuycular Modbus RTU/ASCII gibi protokol genellikle kullanmazlar
-
ASCII ve RTU yu farklı portlardan kullanmıyor musunuz? Bu bilgilerin karışması söz konusu olmamalı. PC yazılımından kaynaklı duruyor.
-
Bu durumda örnek yeterli olmalı. Eğer değilse firmayı arayıp destek almalısınız.
-
Malumunuz PID kontrol proses değeri ile Set değeri arasındaki ilişkiye göre, proses değerine etki etkiden çıkışa gereği kadar çıkış vermeyi sağlar. PID kullanımı ile ilgili örnek yukarı da verilmiş. Bundan sonrası bunları kurgulamak oluyor. uygulamanızda 1 analog bilgi 1 motorumu kontrol edecek yoksa, Herbir analog bilgi ilgili her iki motorumu kontrol edecek.
-
enerji voltaj yalpalanmalarından plc nin etkilenmesi sorunu
konu, Hansem kullanıcısının konusunu cevapladı: GMTSoft FORUM
Hata dan kastınız nedir? -
-
P4-28...P4-31 parametleri ile takip edecek cihazların hangi oranda döneceklerini ayarlayabilirsiniz. Fabrika ayarlarımda birebir takip ederler.
-
Ethernet portu üzerinden de bu işlemler yapılabilir. Bu konuyu açıklayan daha önce paylaşılmış doküman:
-
Adım (step) komutlarının öncelikle step motor sürme ile ilgili bir komut olmadığını belirtmek isterim. Bu komut seti ladder da işlem satırlarının istenilen sırada yapılmasını sağlar. Mesela bir uygulamanız da ölçtüğünüz bir değer ve extra bir koşul olduğunu düşünelim. Bu değer x değerine gelince ve Y koşulu sağlanınca, 17. satırda belirtilen işlemler yapılsın ardın 23. satırdaki işlemler yapılsın. Yada bu değer Z değerine gelince ve Y koşulu sağlanınca 30. satır ardından 23. satırdaki işlemi yapsın gibi... Bu belirtiğim örnek ladder da Adım komutları kullanmadan da yapılabileceğini de belirtmek isterim.
- 4 yanıt
-
- 1
-

-
-
HMI a internet üzerinden bağlanmaya çalışıyorsanız. Port yönlendirme yapmanız gerekir. Öncelikle Aynı LAN içinde veya PLC-HMI birebir bağlı şekilde deneyerek, ayarlamalarınızda problem olup olmadığını teyit edebilirsiniz. İkinci aşama olarak internet üzerinden ulaşmak için ayarlamaları yapabilirsiniz.
-
GMTSoft programında analog çıkış registerı SI0 dır ve skalası 0-16383 arasındadır. Bu register içine 0 yazdığınızda 0V, 16383 yazdığınızda 10V çıkış alabilirsiniz. Mesela 0-5V aralığında çalışmak istiyorsanız SI0 nolu register için 0-8192 arası değer yükleyebilirsiniz.
- 2 yanıt
-
- 1
-
-
Ekteki programı inceleyebilirsiniz. GMTSuite_basit_C_ornegi.gpf
-
Sadece bir PLC ye ait tag listesini alabilecektir. Referans PLC değil isimdir.
-
Birden fazla data gösterilirken. İstenilen kanalın gösterimini engellemek için kullanılır. Yani tabloda 1.2.3 kanal olarak datalar var. Kanal gizle bölümüne belirlediğiniz adrese girdiğiniz değere göre istediğiniz kanalı gizletebiliyorsunuz
-
Geçmiş veri sorgulama kısmı geçmişe dönelik kaydedilen dataları çağırmak içindir. iki methodu vardır. Tarihe göre veya dosyaya göre.
-
-
Uzak bağlantı, program yükleme ve online olmaya imkan verir. Upload sadece LAN içinden veya direk bağlanan PLC ler için geçerlidir.
-
GMTSoft yazılımında CPU üzerinde analog çıkış SI0 nolu registerda, analog giriş SI1 nolu registerdadır. SI0 için 0-16383 arasında değer yazarsanız 0-10V üretmiş olursunuz. SI1 içinde 0-10V sinyaline karşı 0..4095 değerini okursunuz. Bu registerları kullanarak uygulamanızı yapabilirsiniz.
- 3 yanıt
-
- 1
-

-
Aşağıdaki gibidir.
-
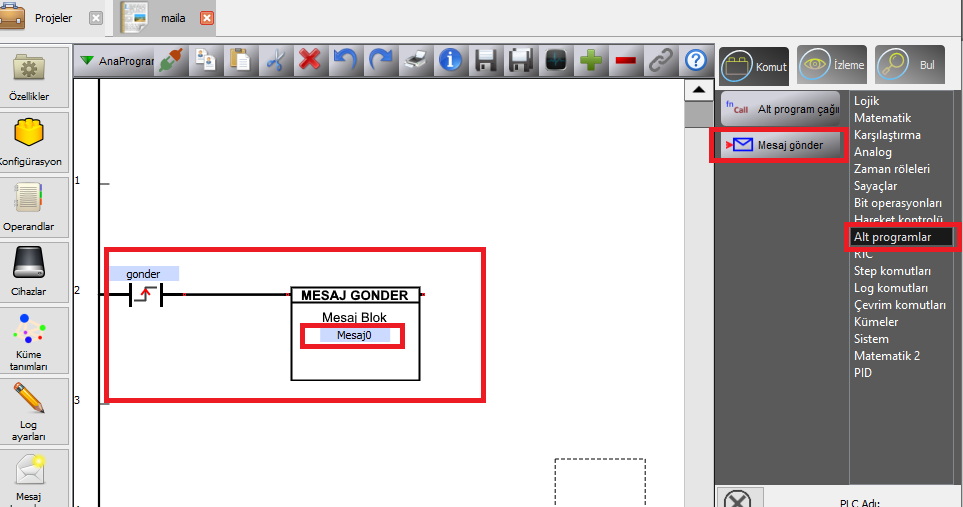
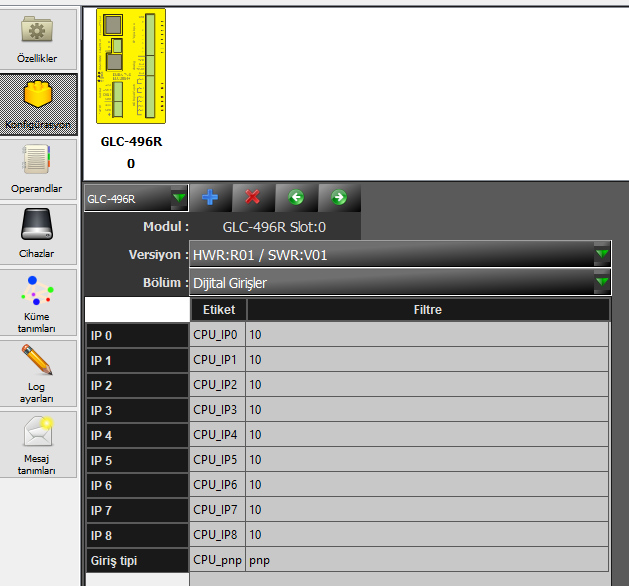
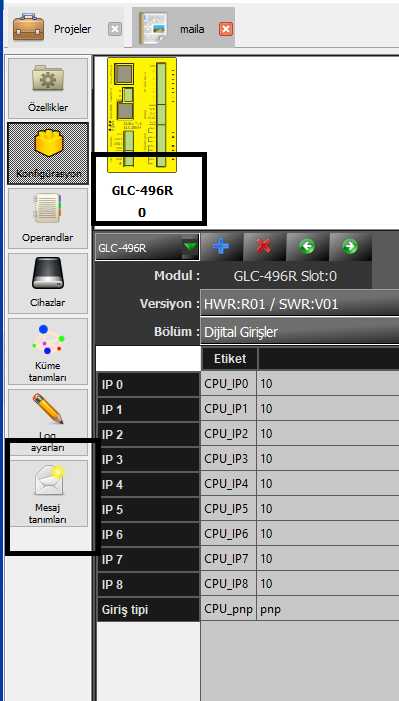
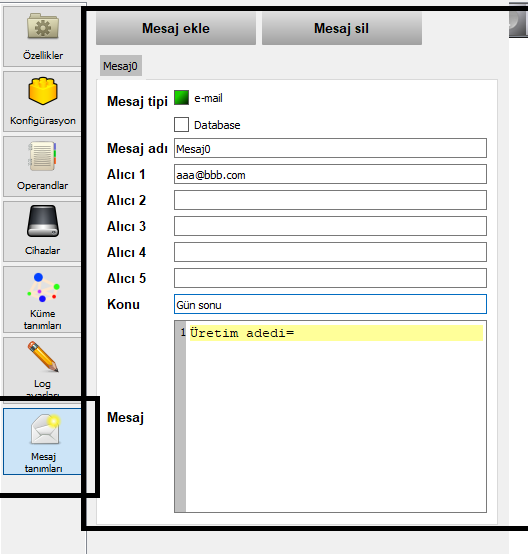
GMTSuite 496 serisi CPU için email fonksiyonu aktiftir. Kullanabilirsiniz.
-
Kullanabilirsiniz.
-
GMTSuite de bu bitler yerine enerjilenme sayfası şeklinde ayrı bir sayfa vardır. Bu sayfadaki operasyonlar ilk run da bir kere çalışır.
-
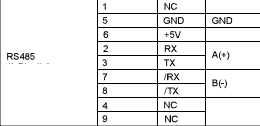
Hi, Connection diagram is as below. The servo default Rs485 settings are 9600,8,none,1