


Hansem
-
İçerik sayısı
100 -
Katılım
-
Son ziyaret
-
Days Won
9
İçerik Türü
Profiller
Forumlar
Günlükler
Takvim
İletiler bölümüne Hansem kullanıcısının eklediği dosyalar
-
-
Matematik kütüphanesi dahil olmadığı için C alt program kısmında sin gibi fonksiyonları çağıramazsınız. Bunun yerine Ladder Matematik2 komut blokları içindeki sin komutu kullanabilirsiniz.
-
Haberleşme gittiğinde PLC nin durumu nedir? PLC stop moduna mı geçiyor? Hata Ledi yanıyor mu?
-
Projeyi masa üstüne kaydederek tekrar deneyin.
-
Direct Window fonksiyonunu kullanabilirsiniz.
-
HMI ın RTC değerlerin LW10000 den başlayan register larda tutulur.
LW10000 BIN code,System time (Second), range:0~59 R/W
LW10001 BIN code,System time (Minute), range:0~59 R/W
LW10002 BIN code,System time (Hour), range:0~23 R/W
LW10003 BIN code,System time (Date), range:0~31 R/W
LW10004 BIN code,System time (Month), range:0~12 R/W
LW10005 BIN code,System time (Year), range:0~9999 R/W
LW10006 BIN code,System time (Week), range:0~6 R/WBu registerları bağımsız olarak kullanılabilir. PLC gönderip, PLC de istediğinizi yapabilirsiniz.
-
Merhaba
XY Plot fonksiyonunu bu amaçla kullanabilirsiniz.
-
 1
1
-
-
Programlar farklı alt yapıdadırlar ve Offline simülasyonları bağımsız çalışır.
-
GMTsuite de Z fazını donanımsal olarak sıfırlama amacı ile kullanabiliyorsunuz.
Encoder den gelen değeri birebir karşılaştırma (=) yapacak ve 20kHz i geçecekseniz interrupt kullanmanız gerekir ki. GMTsuite de şuan interrupt fonksiyonu bulunmuyor.
-
Uygulamanız nedir?
Program yaklaşık 20kHz de dönmektedir.
-
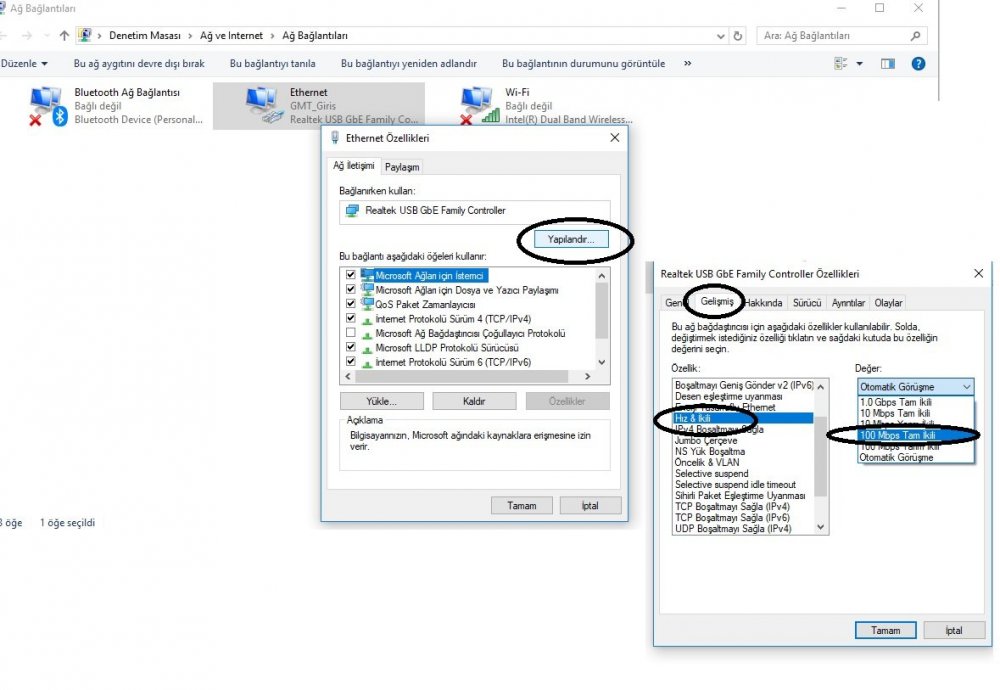
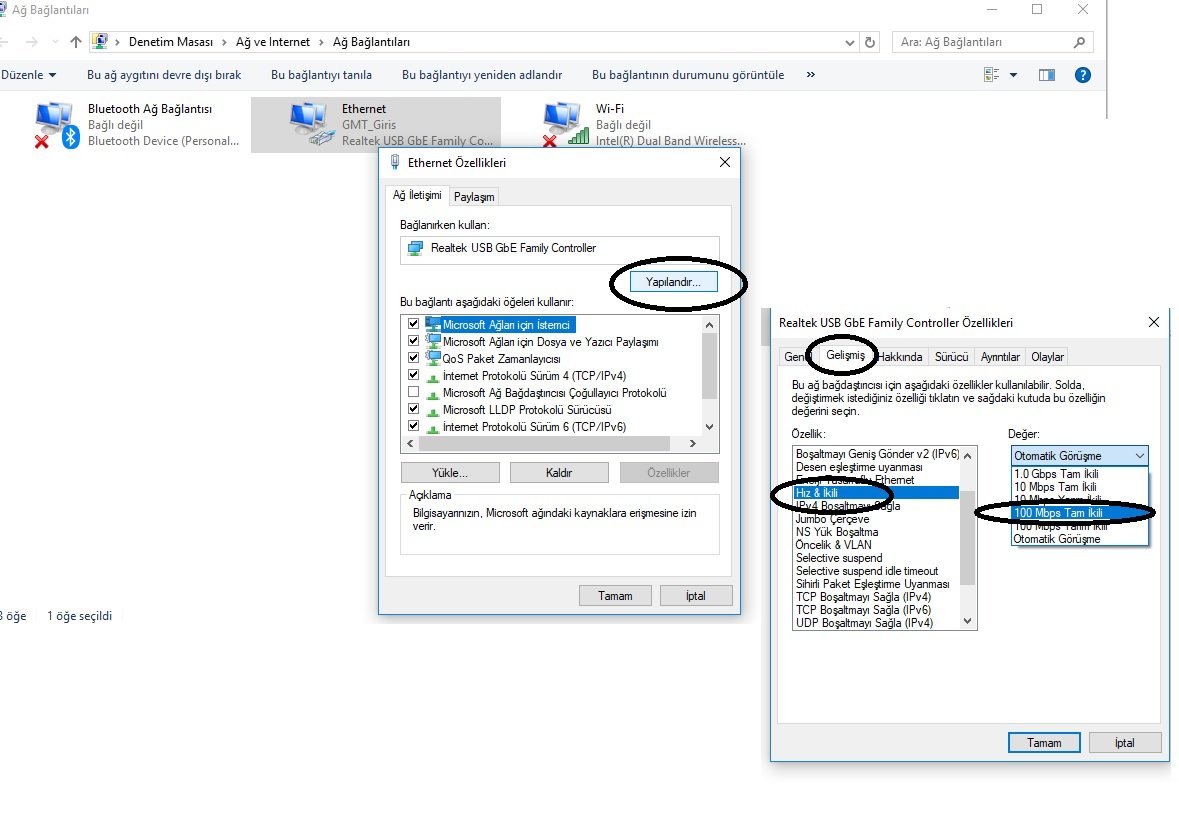
Hiç göremediğiniz PC de
1. otomatik IP
2.statik IP de ağ maskesi 255.255.255.0
3.Ethernet yapılandır ayarlarında 100Mb full duplex (şekil aşağıda)
-
GMTSoft bölümüne yazdığınız için, PLC ye programın GMTSoft üzerinden yazıldığı sonucu çıkıyor.
PLC den program geri çekmek GMTsoft ile programlanan PLC lerde mümkün değildir.
-
Haberleşmemenin olmaması çok genel bir konu. Haberleşme ayarları, kablo bağlantıları ve adresleme önemli.
-
Özel bir amacı yok, Her yerden gelebilir örnek program da simülasyonda elle girilebilir.
-
188T modelini GMTSuite ile çalışır hale getiremezsiniz. Sadece X96 serileri dönüştürülebilir. Elinizdeki ürünü GMTSoft üzerinden programlayabilirsiniz.
PLC ile Micno Inverter RS485 haberleştirme örnek programı, GMTSoft örnek programlar bölümünde mevcuttur.
-
Ekranda Akım ve devir göstergeleri varken, sürücüye start vermediğinizde (bu sırada akım ve devir 0 olacaktır.) HMI ekranına hata geliyor mu?
-
Görüntülemeyi kendi yazacağınız bir arayüz üzerinden yapacaksanız. Üstte belirttiğim gibi Modbus TCP protokol üzerinden port yönlendirme en doğru yöntemdir.
Bununla beraber GMTSuite yazılım ile sunduğumuz. WMI scada kolay bir alternatif olacaktır. Burda GMTSuite üzerinden scada arayüzünüzü oluşturuyor ve programın ürettiği html dosyasını webbrovser üzerinden açıp. İnternete bağlı olan PLC lere port yönlendirme yapmadan oluşturduğunuz scada arayüzü üzerinden bağlanabiliyor ve kontrol edebiliyorsunuz.
-
 1
1
-
-
WMI servisimiz. PLC lere ınternet üzerinden GMTSoft yazılımı vasıtasıyla erişip. Progrm yükleme ve online takip etme iişlemidir. Bu özellik 39u ve üstü modellerede geçerlidir.
Çalışma mantığı oldukça basittir. PLC uzak bir noktada internete ethernet kablosu ile bağlı olmasıyla beraber PLC nin üzerinde olan MAC adresi girilerek GMTSoft ile bağlanmaktır. So kullanıcı tarafında özel bir ayar gerektirmez
Sizin sorunuzda yapmak istediğinize daha çok Modbus TCP slave ve port yönlendirme uygundur.
-
1
-
-
Sürücünün markası nedir. Start vermeden o adresler okunurken hata geliyor mu?
Eğer hata motor start aldıktan sonra oluyorsa. Bu parazit olma olasılığınI artırır. Bu durumda ona göre iyileştimeler yapmalısınız. Burgulu ve blendajlı kablo. Kabloları elektrik kablolarından uzaklaştırma gibi.
Eğer hata sürücü start almadan da oluşuyorsa. Yazılımızda hata yada eksik nokta vardır.
O adresleri tek tek okuyup okuyamadığınızı deneyebilirsiniz.
Modbus TCP Slave ID değiştirme sorunu
in GMTSuite FORUM
gönderildi
Network ID, RS485 ve RS232 master modda, harici dosya çekerken, Cihaz ID sini otomatik tanımlamak için kullanılan bir eklentidir. Ethernet kısmı için anlam ifade etmediğinde kaldırılacaktır.
Ethernet master da IP sonrası ID takısı bulunmamaktadır.