
Tüm Aktiviteler
Bu akış otomatik güncelleniyor
- Dün
-
 sakir topluluğumuza katıldı
sakir topluluğumuza katıldı -
 Samet277005 topluluğumuza katıldı
Samet277005 topluluğumuza katıldı -
 goktelelektrik topluluğumuza katıldı
goktelelektrik topluluğumuza katıldı -
 Zekai Alkan topluluğumuza katıldı
Zekai Alkan topluluğumuza katıldı - Son hafta
-
hadi hayırlı olsun:))
-
plc yi fabrika ayarlarına döndürüp tekrardan firmware güncellemesi yapınca düzeldi şuanda problemsiz çalışıyor.
-
çalışan bir program atıyorum. içinde hem pozisyon set hem de hareket komutları var. iki eksen de çalışıyor. bir bakın olmadı uzaktan bağlanarak yardım edebilirim. basbelasi.gpf basbelasi.gpf.csv
-
Maalesef bu da işe yaramadı.
-
hocam bi programa bakın sanırım yardımcı olacaktır. bu şekilde sisteminizi kurgulayabilirsiniz. deneme_2.gpf deneme_2.gpf.csv
-
D1 rolesini deneme rolesi ile bilgisayardan set/reset yaparak setliyorum. Yükselen kontak mı olması gerekir? programı ekte bulabilirsiniz. deneme_1.gpf.csvdeneme_1.gpf
-
D1 rolesini yukselen kontak ile mi setliyorsunuz? Deneme kontagi kapali kaliyor olabilir mi? İsterseniz programi paylasin benimle elimde benzer sistem var deneyip gonderebilirim size
-
Hi, USB lines can be affected by external noise, so the cable and environment are key points when using a USB port. I suggest using an Ethernet port, which is faster and more stable.
-
VFD nedir?
-
Merhaba, Modbus Poll kullanarak VFD ye frequance yazmak ve start istiyorum. Bu modbus adreesleri nasil bula bilirim? Parametr sayfalarina uygun olaraq modbus adresslerini bulan programla yapmaya calsidim ama adressleri bulamadim. Yardimci ola bilecek olan varmi?
-
Ali bey merhaba; yardımcı olduğunuz için teşekkürler. Bugün sizin önerinizi denedim ancak düşen kontağı kaldırdığımda pozisyon set işlemi sonrasında d1 reset işlemini yapmıyor ve devamlı D1 i çevirerek sistem kısır döngüye giriyor. Pozisyon olarak 300 e gitmesini istediğimi var sayalım bu durumda önce 300e gidip hiç durmadan 600 e sonra da 900 e doğru ilerliyor ve durmadan bu durum devam ediyor. ladder da gördüğünüz exp_qp0 set ve reset işlemleri sistemde olan bir valfin açılıp kapanması için kullanıldı. Muhtemelen yön çıkışı gibi gözükmüştür. Başka önerebileceğiniz bir çözüm var mı?
-
 can topluluğumuza katıldı
can topluluğumuza katıldı -
 Konteknik topluluğumuza katıldı
Konteknik topluluğumuza katıldı -
Merhaba, ladder hatali gibi. Qp3 ve qp4 u yon cikislari olarak bagladigiizi varsayarsak. D1 set ~pozisyon set ~ d1 reset yapin aradaki dusen kontagi kaldirin. Diger komutları da benzer duzenekte yapin. Yon cikislarini ayrica aktif pasif yapmaniza gerek yok.
-
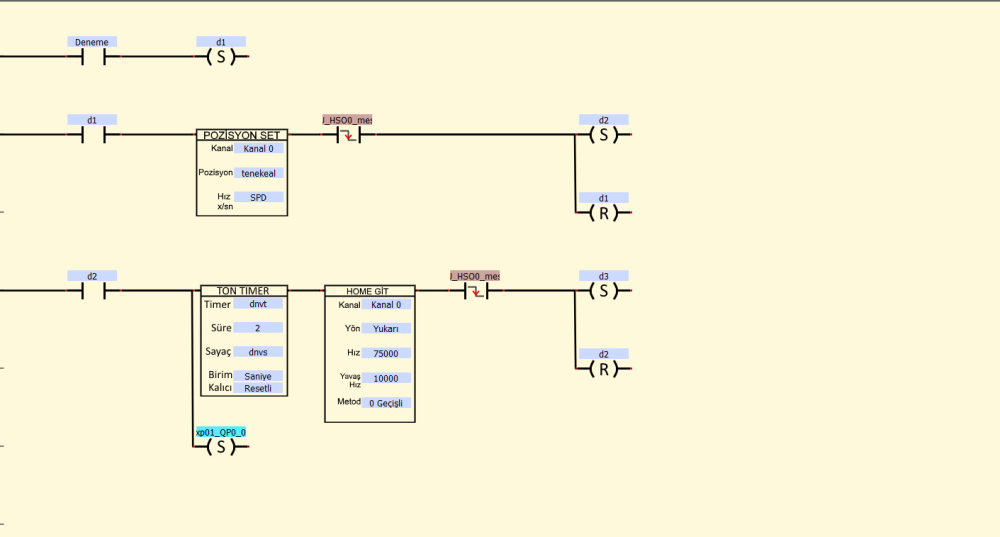
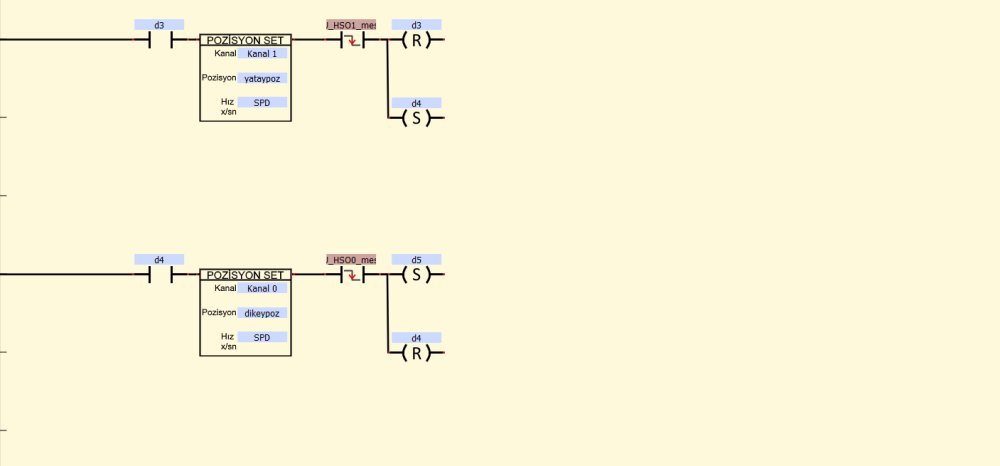
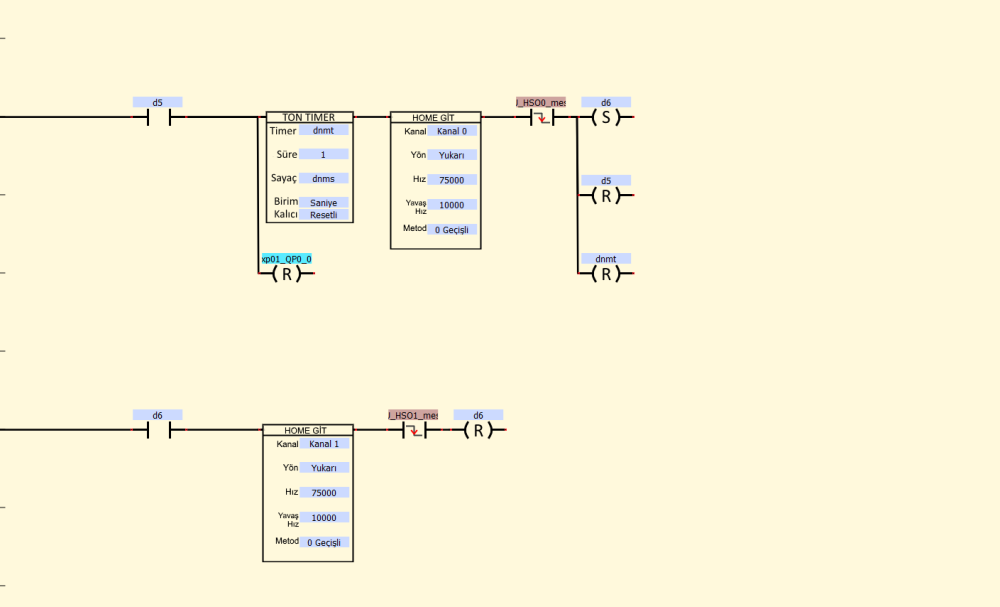
Merhaba; ben 2 adet servo motor (750W GSS3-2RS) ve 296T ile proje geliştiriyorum. Projede motorlar iki adet vidalı mili hareket ettiriyor. servo motorların eksen poz. kalibrasyonlarını yaptım. (home a git -> manuel olarak mekanizmayı belirli seviye aşağı indirdim -> kalibre ettim -> rampa set ettim) daha sonra iki ekseni home a aldıktan sonra aşağıdaki deneme kontağını çalıştırdım. sistem d4 kontağına kadar çok düzgün bir şekilde çalışıyor. Vidalı miller istediğim noktaya mekanizmayı getiriyor. Ancak d4 kontağında bulunan pozisyon set istediğim noktaya gitmiyor ve her seferinde mekanizmanın yukarı çarpmasına sebep oluyor. değerler üzerinden anlatmam gerekirse tenekeal = 900 (HSO Toplam puls adedi = -898331) -> 90cm yataypoz = 1300 dikeypoz = 1000 değerlerini girdiğimde dikeypoz 0 noktasından 1000 noktasına inmesi gerekirken direkt home switch in üstüne doğru çıkarak mekanizmayı tavana çarptırıyor. (acil stop için koyulan emniyet sensörünü de geçiyor). dikeypoz değerini 500 girdiğimde yine aynı sonuç oluyor. -500 gibi negatif bir değer kullandığımda da yine mekanizma aşağı inmek yerine tavana çarpıyor. sistemi manuel olarak kontrol ettiğimde hiç bir problem yaşamıyorum mekanizmalar basılan buton yönünde çalışıyor. sorunu bulmanızda yardımcı olması adına şu bilgiyi de paylaşayım. kanal0 da ilk önce pozisyon set ile 900 noktasına git dediğimde yapması gerektiği gibi 90 cm mekanizmayı aşağı indiriyor ve 900 noktasına gitmiş oluyor. Daha sonra 300 noktasına git dediğimde ise sistem 300 noktasına gitmiyor onun yerine 1200 noktasına gidiyor. Elde edilen puls adedi -1197774 problemi çözmemde yardımcı olursanız çok sevinirim
-

GMTSuite ver 1.0.1.6.2 iki komut arasına komut eklemeye çalışmak Hk.
konu, SEZERGULER kullanıcısının konusunu cevapladı: GMTSuite FORUM
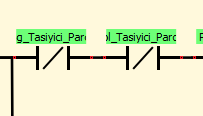
Devreye almalarda veya makine arıza takip esnasında isimleri görmediğimizden mesela burada sağ taşıyıcı ve sol taşıyıcı ismi var ama az daha uzun olsa hangisi sol hangisi sağ taşıyıcı direk bakmak zor, bunların ismini görebilmek için mauseyi üstüne getirmek gerekiyor. Yani şu şekilde olabilir diğer endüstriyel programlama ara yüzleri de baz alırsak alt alta gösterebilir. Örnek aşağıdaki gibi
- 4 yanıt
-
- 1
-

-
 Mehmetaliakinci topluluğumuza katıldı
Mehmetaliakinci topluluğumuza katıldı -
 ak.emre topluluğumuza katıldı
ak.emre topluluğumuza katıldı -

offline simülasyon CPU_keyFx tuşları çalışmıyor.
konu, ta2mix kullanıcısının konusunu cevapladı: Ekranlı Mini PLC FORUM
Zaman la kisitlandirilmis bir silasyon olsaydi projem bitmisti. olur insallah -
Hi! I have a problem while downloading data to the USB from the PLC. I have a cable and the adapter so that I can connect the USB to the USB mini port on the plc, the test program is to only download one number, but it doesn't work every time, i tryed a few cables and sometimes it downloads the data and sometimes it doesn't. Did anybody allready have this problem and if yes how did You fix it? The PLC in question is GLC-496T. There is about 40% chance for the download to work, the other times it does nothing. Thanks for the help in advance!
-

offline simülasyon CPU_keyFx tuşları çalışmıyor.
konu, Hanifi kullanıcısının konusunu cevapladı: Ekranlı Mini PLC FORUM
GSR ler için ekran offline sim. açık değildir. -
offline simülasyon CPU_keyFx tuşları çalışmıyor.
konu, ta2mix kullanıcısının konusunu cevapladı: Ekranlı Mini PLC FORUM
gsr 2118r ekran offline simulasyonda caliiyormu. -
CPU_page_no değişkeni kullanımı
konu, ta2mix kullanıcısının konusunu cevapladı: Ekranlı Mini PLC FORUM
sizin konunuzla alalalimi bilemedim amam bu sekildede tek tusla saylar arasinda gezebilirsin. boylece F tuslarini baska islerde kullana bilirsin.
-
Merhaba, Sistemimde 296T cpu ve iki adet servo (x,y eksenleri olarak) kullanıyorum. Home işlemi, manual hareketler ve pozisyon kalibrasyon yaptım ve sorunsuz çalıştırdım. Ancak işleyen sistemde x eksenini örneğin 50 mm'e y eksenini de 120 mm'e gönderdikten sonra bu noktaları 0 olarak kabul edip istediğim cycle adeti kadar x'in 20 mm y'nin de 1 mm ilerlemesini istiyorum. döngü bir defa tamamlandığında yani x 0'dan 20'ye ve y 0'dan 1'e gittiğinde x'i 0a gönderiği y'yi de sifırlamak istiyorum ki her seferinde y bulunduğu konumdan 1 mm ilerlesin. sıfırlama işlemlerini puls kanallarının resetpulscpunter bitini aktif ederek yapmak istiyorum. ancak bu bitleri laddere eklediğimde; 1) Home yaptığım zaman puls resetlenmiyor 2) istediğim noktalarda da bu bitleri aktif edemiyorum. 3) programda bu bitlerin birden fazla yerde kullanıldığı ile ilgili uyarı alıyorum. Kısacası bu bitlerin kullanımında mı yanlışlık yapıyorum? Konu ile ilgili bilgi verirseni sevinirim. İyi çalışmalar
- Daha eskiler
-

GMTSuite ver 1.0.1.6.2 iki komut arasına komut eklemeye çalışmak Hk.
konu, malikenes kullanıcısının konusunu cevapladı: GMTSuite FORUM
Yanında başka bir komponent olsa ve onun değişkeninin de ismi uzun olsa bu durumda isimler üst üste binmez mi? Belki komponent yoksa tamamını varsa bu kadarını göstermek işe yarar. -
evet sirf bu yuzden logo kullanmak zorunda kaldim. analog cikis bekliyoruz.
-
GMTSuite ver 1.0.1.6.2 iki komut arasına komut eklemeye çalışmak Hk.
konu, SEZERGULER kullanıcısının konusunu cevapladı: GMTSuite FORUM
ve aynı şekilde operand isimlerini uzun yazdığımızda mesela ''SO_MiknatisPiston_Valfi'' görünen bu şekilde oluyor. isimin tamamı görünmüyor. güncellemede buda göz önünde bulundururlar inşaAllah.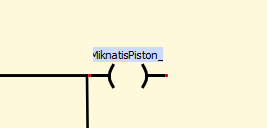
-
GMTSuite ver 1.0.1.6.2 iki komut arasına komut eklemeye çalışmak Hk.
konu, malikenes kullanıcısının konusunu cevapladı: GMTSuite FORUM
Bağlantıyı koparmadan bu işlem yapılamıyor. Güncellemelerle düzeltirler inşallah. Bekliyoruz. -

GMTSuite ver 1.0.1.6.2 iki komut arasına komut eklemeye çalışmak Hk.
bir konuya gkslcelik içerik ekledi : GMTSuite FORUM
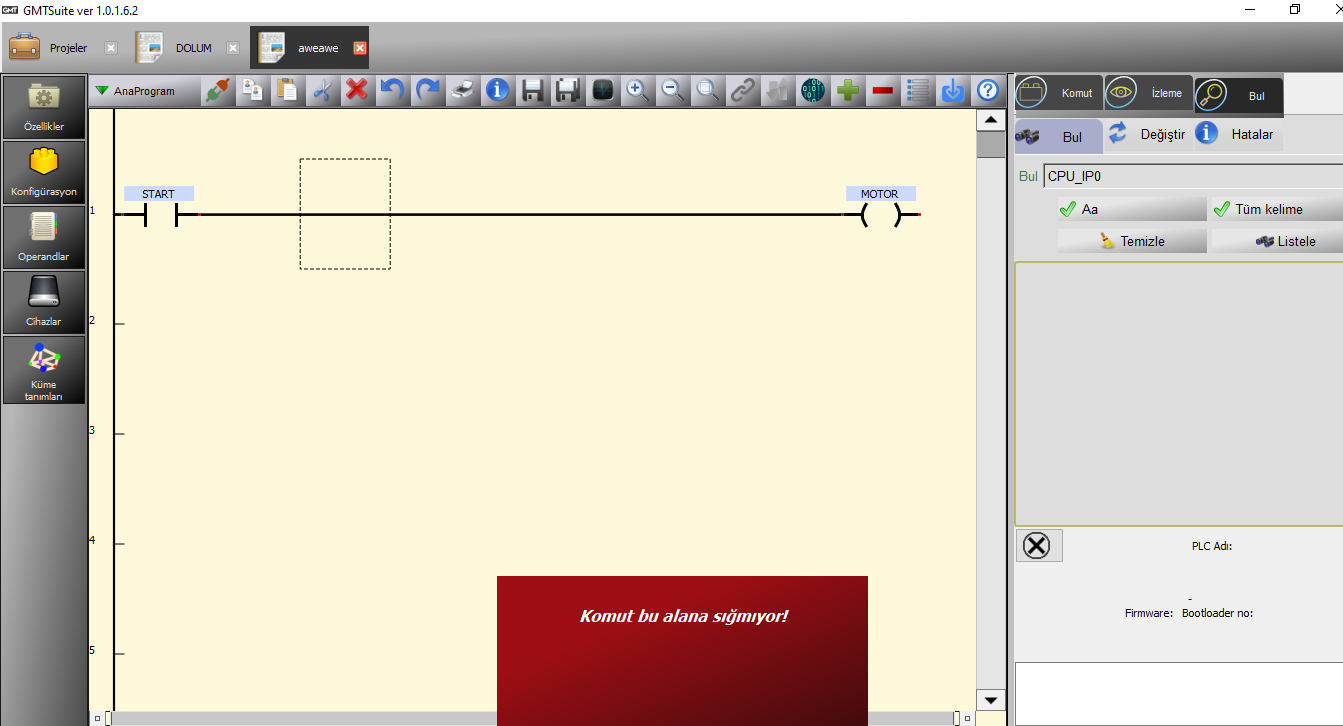
İyi günler, kolay gelsin. İki adam komut arasına tekrar bir komut eklemeye çalıştığımda hata veriyor bunu nasıl başarabilirim? Cevaplar için teşekkürler.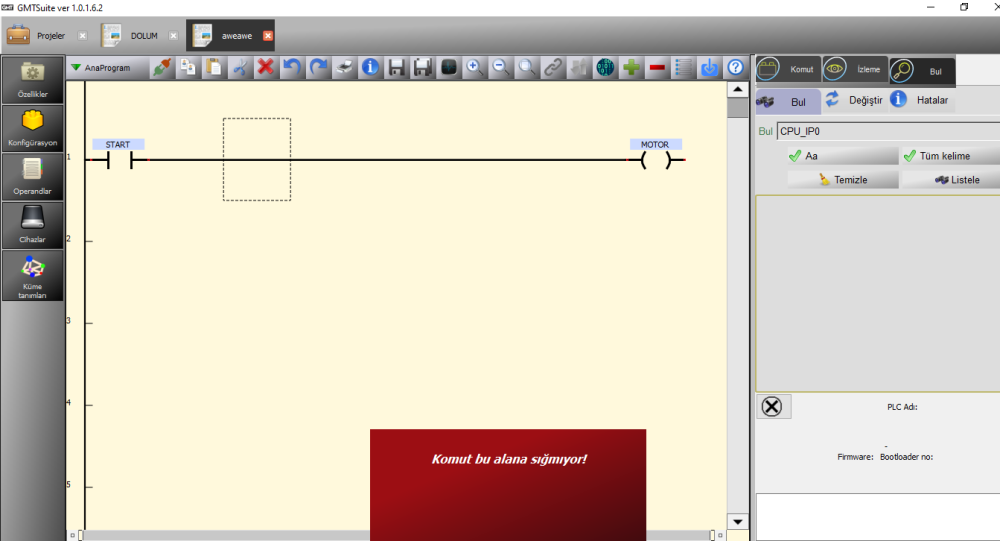




-
Çevrimiçi Kullanıcılar (Tam liste)
-
Üye İstatistikleri
-
Members
-
Konuyu Görüntüleyenler
- Sayfayı görüntüleyen kayıtlı kullanıcı bulunmuyor.
-
Forum İstatistikleri
-
Toplam Konu1.7k
-
Toplam İleti6.7k
-